塑料网挤出
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第348页(1430字)
此网并非用塑料丝编织而成。塑料挤出网是将物料通过挤出机熔融挤出,经过一个特殊的旋转机头,形成二股或三股不同方向流动的熔融物料,汇合到一个组合点(交叉点)形成网格,再经冷却定型,成为各种网格的塑料网。从力学性能,塑料网可分为未拉伸取向型、单向拉伸取向型和双向拉伸取向型。塑料挤出网典型的工艺流程见图17-6。

图17-6 塑料挤出网工艺流程图
1-挤出机 2-旋转机头 3-冷却水箱 4-网制品 5-热拉伸 6-牵引 7-剪切装置 8-冷却定型套
塑料从料斗进入挤出机经熔融挤出,通过旋转机头挤出不同网眼结构的网状物,此网状物经过圆筒形的冷却定型,获得未经定向拉伸的网状制品。
另一种是单向拉伸的,这种产品是从冷却定型套出来的半成品引入纵向拉伸装置,在热水浴中进行纵向拉伸,然后卷取获得网状物。
还有一种是片状两向拉伸网,该工艺是在冷却定型套上将网切割(刀刃与定型套中轴角度为45°),片状网经纵向拉伸后卷取。再将其移送到横向拉伸装置进行横向拉伸(两步法),横向拉伸后再经热定型,使网格稳定。然后卷取获得成品。方格网即采用此工艺生产的产品。
适合于挤出网使用的原料主要有:HDPE、LDPE、PP、PVC、EVA、PA等,挤出网的拉伸温度一般控制在60~90℃,拉伸倍数一般为4~5倍。
网机头是用可移动部件制成的模头。这种模头有一个或二个可移动部分,它们之间能相互旋转或摆动。通过模头交替允许和阻止的料流制造敞开式网。图17-7表示圆形与扁形网状机头的外部基本结构。图17-8表示扁平网机头模唇相对位置关系,它能够生产出与网状相连的重迭部分和单股部分,单股部分也有与网相连的部分。图17-9表示的是圆形网状机头结构的详细图。
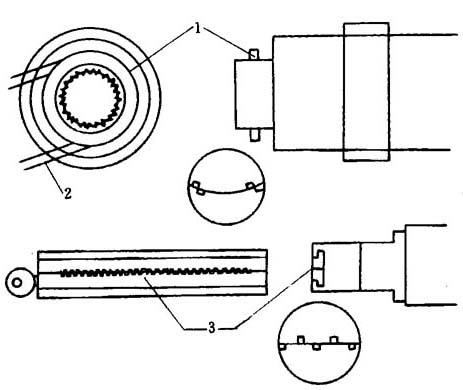
图17-7 用于制造网的运动模唇两种类型模头示意图
1-链轮齿驱动 2-驱动链 3-可动的模唇

图17-8 用于制造开式网的平面网模头的模头功能示意图

图17-9 菱形网挤塑模机头结构
1,13-链轮 2-垫圈 3,23-单向推力球轴承 4,12-盖板 5,9,11-单列向心球轴承 6-芯棒 7-机颈 8-密封圈 10-环形槽 14-内查 15,30-键 16,29-锁母 17-销 18-芯模 19-口模 20-外模 21,22,28-螺钉 24-温度计 25-模体 26-定位螺钉 27-传动轴
国内主要挤出网机组生产厂家如下。
北方塑机工贸公司:SWJ800、2000,挤出网机组,Φ45mm、产量10kg/h;Φ65mm、产量10kg/h。
山东济宁市塑机厂:SJ-FW65,PE发泡网机组。