塑件精度及公差
书籍:实用注塑模设计手册
出处:按学科分类—工业技术 中国轻工业出版社《实用注塑模设计手册》第18页(745字)
2.3.1.1 塑料制件尺寸公差
塑料制件尺寸公差(SJ1372—78)标准(表2-7所示)适用于注射、压制、压注成型的热塑性及热固性塑料制件(不包括二次加工和发泡成型制品)的尺寸公差。
表2-7 塑料制件尺寸公差(SJ1372)
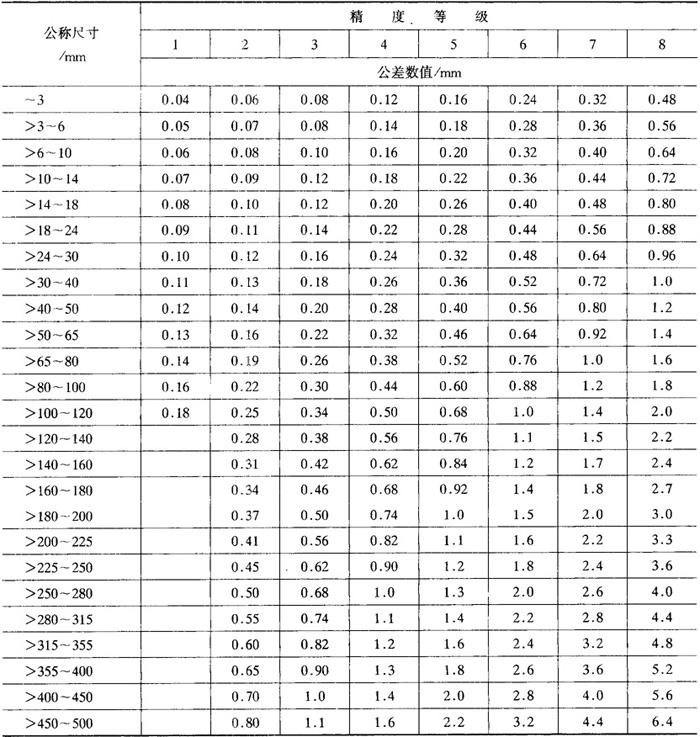
注①表中公差数值用于基准孔取正(+)号,用于基准轴取负(-)号;②表中公差数值用于非配合孔取正(+)号,用于非配合轴取负(-)号,用于非配合长度取正负(±)号。
说明:①本标准的精度等级分为1~8共8个等级;②本标准只规定公差,而基本尺寸的上、下偏差可按需要分配;③受模具活动部分影响的尺寸公差,为本标准规定的公差值与附加值之和。2级精度附加值为0.05mm,3~5级精度附加值为0.1mm;6~8级精度附加值为0.2mm;④未注公差尺寸,建议采用本标准8级精度;⑤标准测量温度为(20±2)℃,相对湿度为60%~70%,塑件成型24h或“后处理”后测量。
2.3.1.2 精度等级的选用
塑件推荐选用的精度等级见表2-8。
表2-8 塑件推荐选用精度等级
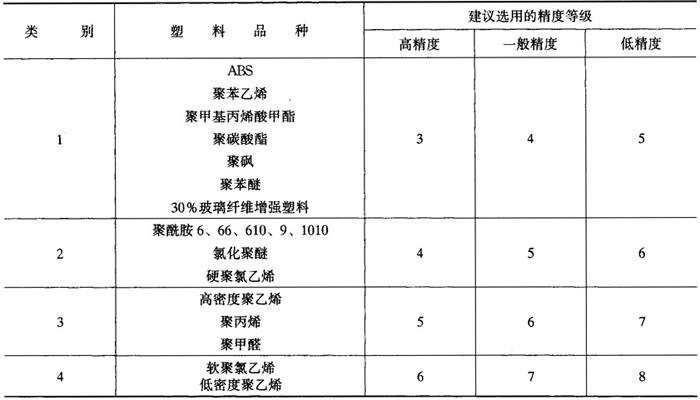
注①其它塑料可按其成型时尺寸的稳定性,参照上表选择精度等级;②1~2级为精密级,只在特殊条件下采用;③对脱模方向两端尺寸均有要求时,应考虑脱模斜度对精度的影响。
上一篇:溢边值
下一篇:实用注塑模设计手册目录