等离子弧的特点
书籍:特种加工手册
出处:按学科分类—工业技术 北京工业大学出版社《特种加工手册》第259页(816字)
(1)温度高,能量集中,等离子弧的温度可达10000~50000K,这样高的温度是其他方法难以达到的,用于等离子喷涂的非转移型弧的温度分布如图5-3所示,用于等离子喷焊的转移型弧的温度分布如图5-4所示.由图可知,等离子弧能量集中.能量集中使得工件上受热区域校热影响区窄,因而薄板焊时工件变形小.
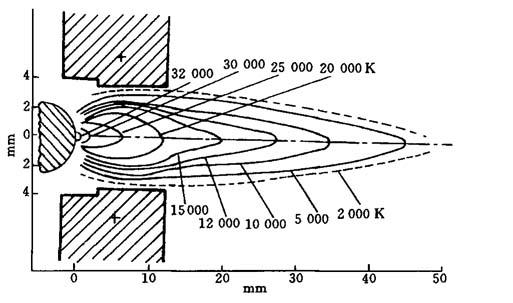
图5-3 非转移弧温度分布
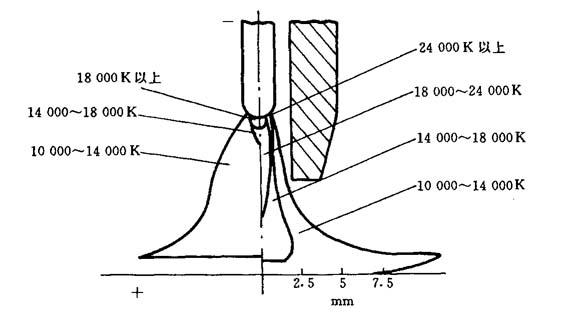
图5-4 转移弧温度分布
(2)能量密度大.一次熔透深度大,与钨极氩弧焊比,在相同的焊缝熔涂情况下,等离子弧焊接速度要快得多.表5-1为等离子弧一次焊透的板材厚度.
表5-1 等离子弧一次焊透的板材厚度 mm

(3)电弧方向性强、挺度好.钨极氩弧焊的电弧呈锥形,而等离子弧可近似看作圆柱形,其发散角很校约5°.所以焊接参数变化对电弧形态影响很校特别是弧长变化对焊缝成形影响很小.
(4)稳定性好,等离子弧由于压缩效应及热电离充分,在弧柱较长时仍能保持稳定煅烧,没有自由电弧易于飘动的特点.配用新型的电子电源,焊接电流可以小到0.1A,这样小的电流也能达到电弧稳定燃烧.
(5)可控性好.通过气体的选择和改变压缩效应的外因条件,容易获得所需要的气氛和电弧参数.
(6)电弧搅动性好.熔池温度高,有利于熔池内气体的释放.