电解液
出处:按学科分类—工业技术 北京工业大学出版社《特种加工手册》第439页(3937字)
电解加工,电解液正确选取十分重要,否则不会得到满意的结果.
7.3.5.1 电解液的作用
(1)作为工具(阴极)和工件(阳极),在外电场作用下进行电化学反应的介质,在阴极和阳极间传递电流,实现电解加工.
(2)从工件与工具的间隙间排除电解产物,使工作正常进行.
(3)冷却作用,带走加工中产生的热量.
7.3.5.2 对电解液的基本要求
(1)能确保电解加工高效可靠进行.这就要求电解液中电解质有很大的溶解度及离解度,且有高的电导率.溶液中的负离子能令阳极金属高速均匀溶解,尽量避免在阳极形成难溶性钝化膜,生产中常用含Cl-、 、
、 、OH-等阴离子的电解液.
、OH-等阴离子的电解液.
(2)能使被加工面有较高的加工精度及表面质量.这就要求电解液成分及性能稳定.
(3)安全,无毒,腐蚀性小.为方便处理电解液,电解加工后的阳极产物应是不溶性化合物.
(4)应用材料广泛,价格便宜.
7.3.5.3 电解液种类
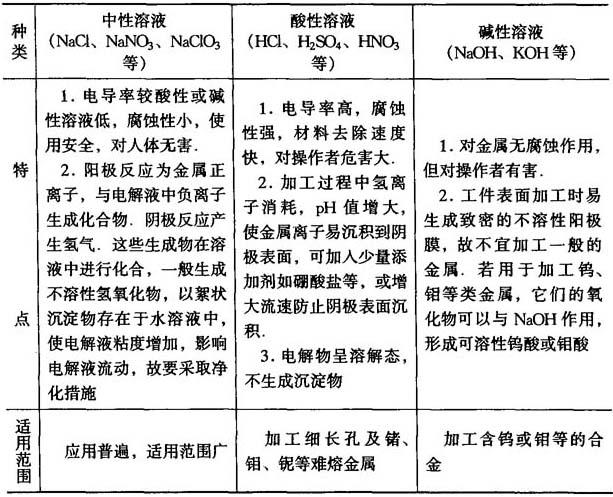
电解液按溶剂分类可分为水溶液和非水溶液;按pH值分类可分为中性溶液、酸性溶液和碱性溶液;按组分分类可有单元电解液和多元电解液;按对阳极表面形成钝化膜的难易程度分类,可分为活性电解液和钝性电解液.
中性、酸性、碱性3类电解液的比较见表7-3.
表7-3 3类电解液比较
常用的3种中性电解液比较见表7-4;几种中性电解液配方及电参数见表7-5.
表7-4 常用的3种中性电解液

表7-5 几种中性电解液配方及电参数

7.3.5.4 电解液参数对加工过程的影响
电解液的浓度、温度对加工过程影响很大,而电解液的电导率、电流效率及粘度与浓度及温度关系密切.
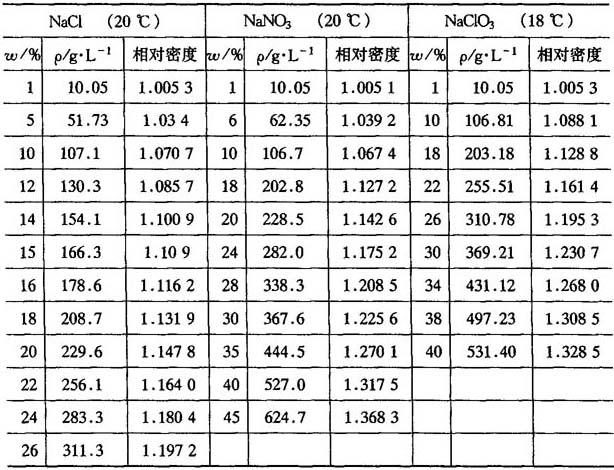
(1)质量浓度、质量分数和相对密度 电解液的质量浓度指每升溶液中所含电解质的质量(g/L),电解液的质量分数指每百份质量溶液中所含电解质的质量(%).但此溶液质量浓度不易直接测量,故常用测电解液密度的方法间接确定它们的质量浓度.表7-6为3种常用电解液质量浓度与相对密度对照表.
表7-6 3种常用电解液浓度与相对密度对照表
(2)相对密度、质量浓度、温度的关系 电解液的相对密度不仅与质量浓度有关,它还与温度有关.图7-6、图7-7、图7-8分别为3种常用电解液的相对密度、质量浓度、温度关系.只要知道其中两个数值,将其连线交于第三坐标,即可求得第三个数值.

图7-6 NaNO3温度、质量浓度、相对密度换算表

图7-7 NaCl温度、质量浓度、相对密度换算表

图7-8 NaClO3温度、质量浓度、相对密度换算表
(3)质量浓度、温度、电导率的关系 当电解液质量浓度和温度不同时,它所含离子数及在外电场作用下的运动速度亦不同,即其电导率也不同.图7-9、图7-10给出两种电解质溶液的电阻率、温度、质量浓度的关系曲线.
由图可以看出,当质量浓度或温度在不同范围内改变时,其电阻率的变化幅值也是不同的,其中质量浓度的影响最为明显.如以图7-10以例,当温度为21.1℃时,NaCl电解液质量浓度从60g/L增至120g/L,电阻率从12.0Ω·cm降到7.4Ω·cm,变化幅值为4.6Ω·cm,质量浓度平均每改变10g/L,则电阻率改变0.76Ω·cm.而当质量浓度从120g/L增至180g/L时,电阻率从7.4Ω·cm下降到5.5Ω·cm,变化幅值为1.9Ω·cm,质量浓度平均每改变10g/L,则电阻率仅改变0.31Ω·cm.而当质量浓度从120g/L增至240g/L时,电阻率改变值(质量浓度每改变10g/L)下降为仅0.14Ω·cm.由此可见,在低浓度时,由于质量浓度变化引起的电阻率变化比高质量浓度时引起的电阻率变化大许多倍.此结论对NaCl、NaNO3和NaClO33种电解液都是适合的.这表明:当电压一定时,若用低浓度电解液加工,对质量浓度控制应严格些;反之,在用高浓度电解液加工时,对质量浓度控制可以放松些.

图7-9 NaNO3电阻率与温度、质量浓度的关系

图7-10 NaCl电阻率与温度、质量浓度的关系
(4)质量浓度与生产率的关系 一般来说,电解液质量浓度增加,电解加工生产率也提高,但存在一个临界值,超过这个临界值,再增加质量浓度,加工速度也提不高了.对NaCl电解液,临界值为450g/L;对NaClO3电解液,临界值为600g/L.
(5)质量分数与加工精度 电解液质量分数对加工影响很大.由于电解液在加工中会对工件产生杂散腐蚀,因此会影响加工精度.3种常用电解质溶液中,NaCl电解液杂散腐蚀最严重,而NaNO3及NaClO3电解液相对而言杂散腐蚀则较小.一般说来,质量分数愈高,加工速度也提高(在临界值范围内),杂散腐蚀就越大,加工精度就越低.在生产中,对于NaCl电解液,若要求高生产率,则质量分数应控制为18%~20%,要求一般生产率,质量分数应控制为10%~15%,但前者之杂散腐蚀要大得多.用ω=10%的NaCl电解液要比用ω=31%的NaCl电解液之生产率下降50%~55%,用ω=10%的NaCl电解液比用ω=20%的NaCl电解液杂散腐蚀减少60%.当要求较高加工精度时,NaCl电解液质量分数可选为10%,甚至5%.NaNO3电解液加工中质量分数一般为20%~30%,NaClO3电解液常用质量分数为20%~50%.总之,这3种电解液,当要求高加工速度时,选用质量分数上限,当要求高加工精度时,选用质量分数下限.
(6)温度与粘度的关系 一般说来,温度升高,电解液粘度降低,如图7-11所示.温度变化同时影响到电解液电导率及表面加工质量.在温度较低(如40℃)时,加工表面所形成的盐膜或氧化膜与表面粘附良好,而当温度升高时,这种粘附就差些,且膜疏松,不均匀溶解,工件表面加工质量降低,故一般电解液温度为30~40℃.
7.3.5.5 电解液的流向及流速
如图7-12所示,电解液的流动形式可分为正流式、反流式、侧流式3种.3种电解液流动方式比较见表7-7.流动方式的确定,一般是根据加工对象的几何特征(见表7-1之适用对象)及加工精度.反流式加工有利于提高加工精度及加工稳定性,正流式加工型槽夹具及阴极较简单,而反流式加工则较复杂.电解液流速与电流密度有关,电流密度大时,流速也要相应增大(因此时加工中产生的热量及电解产物多,需及时排出).生产中,电解液流速一般约10m/s,可通过电解液泵调节.

图7-11 电解温度与粘度关系曲线
1.水;2.ω=2%~3%的NaCl电解液;3.ω=12%的NaCl电解液

图7-12 电解液3种流动形式
(a)正流式;(b)反流式;(c)侧流式
表7-7 3种电解液流动方式比较
