对蒸煮锅锅体钢壳的基本要求
出处:按学科分类—工业技术 轻工业出版社《制浆造纸手册第五分册酸法制浆》第384页(2527字)
1.蒸煮锅锅体钢壳厚度
(1)蒸煮锅锅体钢壳厚度在设计和检验时皆按经验式计算,
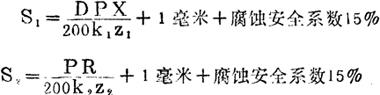
式中 S1——圆筒部锅壁厚,毫米;
S2——圆球部锅壁厚,毫米;
D——圆筒部直径,毫米;
R——圆球部半径,毫米;
P——最大工作压力(大气压),根据最高蒸煮压力而定。
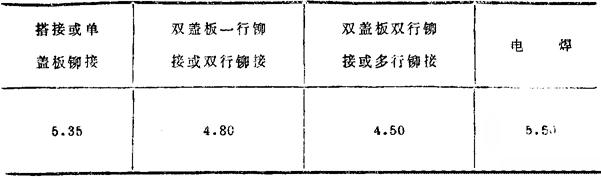
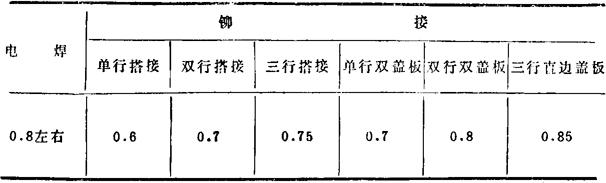
X——铆接或焊接安全系数,一般可按下表选择
k1——锅板抗拉强度,根据使用钢板强度而定(见表6-8-2及表6-8-3)(Müller及Нeпeнин原注为36公斤/毫米2);
表6-8-2 德国标准
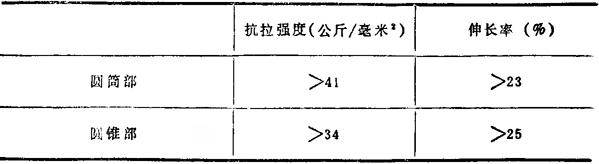
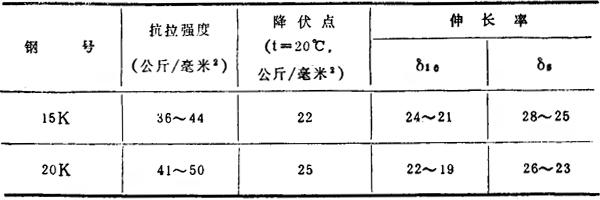
表6-8-3 苏联标准ГОCТ5520-50
k2——许用抗拉应力,根据锅板抗拉强度及安全系数而定(Müller及Нeпeнин原注为6.5公斤/毫米2),
z1——锅壁纵向强度系数,根据焊接及铆接情况而定(Müller及Нeпeнин原注为0.82);
z2——同上(Müller及Нeпeнин原注为0.7)。
一般中部及下部圆锥体钢板用20K,上部圆球用15K。根据焊接及铆接情况选择锅壁纵向强度系数,可参考表6-8-4。
表6-8-4 锅壁纵向强度系数
(2)苏联uKти及вти等热力研究机关提出的标准中圆筒部钢板厚度的计算公式为:

式中 S——厚度,毫米;
P——最大许用工作压力,公斤/毫米2;
DB——圆筒部直径,毫米;
RP——许用抗拉强度,公斤/毫米2;
φ——锅筒壁纵向接缝强度系数;
c——附加数。
2.蒸煮锅锅体钢壳允许椭圆度
(1)轻工业部制浆造纸专业设备技术规范(QBJ1-64)规定,以上下锅口拉轴线,锅体各横剖面内的半径偏差允差为±0.005R。
(2)化工通用机械标准中,化工、石油设备零部件标准(~)1961年规定,筒体的椭圆度允许偏差范围,一般内压容器椭圆度(e)不大于直径D的1%,且其值不大于20毫米。
(3)测定部位:每一面上测16个点的半径。
(4)测定方法:
①以上锅口及下锅的中心为轴线,测定各横剖面上各点的半径。
②以锅体部分的中心为轴线,测定各横剖面上各点的半径。
③各横剖面有相同标号的点都在同一纵面内。
④测量半径时,先用两端带有调整螺丝的十字架定好距离,然后再以钢卷尺量之。
3.蒸煮锅锅体钢壳允许垂直度
(1)允许垂直度不超过千分之二,即一米高度容许差2毫米(我国江门甘蔗化工厂150米3亚硫酸盐蒸煮锅设计的主要技术要求规定)。
(2)校正后的圆锥对蒸煮锅的垂直线的倾斜程度,即铅垂线与中心线之差,不得超过锅体总高度的0.25%(HVC-8耐酸灰搪砌工艺规程规定)。
4.蒸煮锅锅体水压试验
(1)新装锅的锅体水压试验最高压力规定为较最高容许工作压力大5个大气压力(延续5分钟)。
(2)旧锅锅体水压试验在拆砖及粗刮锈以后进行。水压试验最高压力规定为最高容许工作压力的1.5倍(延续5分钟)。
5.蒸煮锅锅体热煮试验
(1)将水装进锅内,其容积为锅容的四分之三。
(2)升温时间16~20小时。压力达到使用最高压力,温度达到120℃。然后进行检查。
(3)新锅如有油污或旧锅腐蚀严重,可先用0.5~1%碱液刷除油污、中和酸性,然后再按上述条件进行热煮试验(必要时需进行碱煮处理)。
6.蒸煮锅锅体碱煮处理
(1)碱煮处理用0.5%碱液。
(2)升温时间16~20小时。保温4小时。最高压力3.5公斤/厘米2,最高温度120℃。
(3)碱煮处理后用水冲洗残碱。