圆筒形薄壁容器的璧厚计算
出处:按学科分类—工业技术 中国轻工业出版社《制浆造纸工业计算手册下册》第31页(1377字)

式中 s0——理论壁厚(m)
s——实际壁厚(m)
Di——圆筒的内径(m)
p——圆筒内表压(Pa)
[σ]t——设计温度下的许用应力(Pa),见表2-5-25和表2-5-26
表2-5-25 常用钢管的许用应力[σ](kg/mm2)

注:①表内带括号的数值供参考;②抗拉强度、屈服极限的单位为kg/mm2;③1kg/mm2=9.8×106Pa
表2-5-26 铜、铝、铅管及塑料管材的许用应力[σ](kg/mm2)

注:1kg/mm↗↗2↖↖=9.8×10↗↗6↖↖Pa

σB——材料在工作温度下的最后强度极限(Pa)
2.7——安全系数
φ——焊缝系数,见表2-3-1
表2-3-1 焊缝系数φ

c——壁厚附加量(m),对蒸煮器一般附加3mm左右

c1——钢板或钢管厚度的负偏差附加量(m),其值可按表2-3-2和表2-3-3选取
表2-3-2 碳素钢和低合金钢的钢板厚度最大负偏差c1(mm)

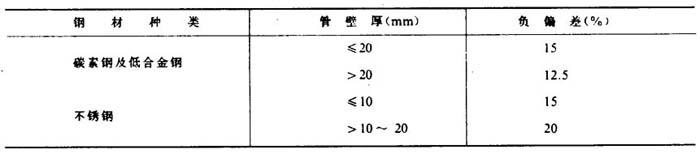
表2-3-3 钢管厚度最大负偏差c1
c2——腐蚀裕量(m),由设备的腐蚀速度(即每年腐蚀掉的壁厚)乘以设备设计的使用年限来确定;腐蚀速度与化学药品的种类、浓度、温度以及金属材料的性质有关,可参考同类设备使用一定年限后的腐蚀速度确定,也可选用经验数据;另外,还可在专门的手册中查找选用设备的使用年限,由设备价格和技术发展条件而定,一般为10~20年;另外还应考虑是单面腐蚀还是双面腐蚀(两面均受化学腐蚀),对单面腐蚀一般取1.0mm,双面腐蚀取2.0mm;还要考虑机械摩擦对容器的损耗,对于碳素钢和低合金钢取c2≥1mm,对于不锈钢,当介质的腐蚀性极小时可取c2=0
c2——加工制造的减量(m),对于冲压的封头,当钢板厚度小于40mm时,增加封头计算厚度的10%,且大于4mm;对于钢板厚度大于40mm时,增加13%,对手工敲打的封头,由于氧化及延展量大,故需加壁厚附加量,具体数据可根据加工情况而定,对于筒体或锥体等不需冲压的元件,可取c3=0,由钢板热卷的筒体壁厚加工裕度一般由制造厂根据加工工艺条件自行附加