夹网成形器分类和性能特点
出处:按学科分类—工业技术 中国轻工业出版社《制浆造纸手册第九分册纸张抄造》第262页(12366字)
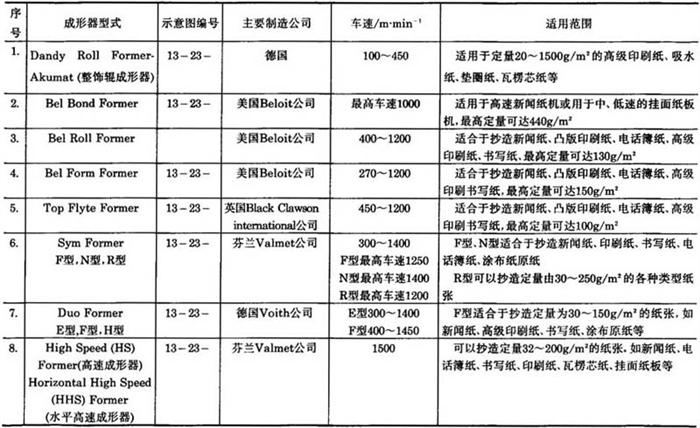
夹网成形器可以分为夹网成形器和混合夹网成形器(顶网成形器)两大类。分类情况如表11-3-76所示。抄造纸张的几种夹网成形器性能如表11-3-77所示,抄造纸张的几种混合夹网成形器性能如表11-3-78所示。
表11-3-76 夹网成形器分类

表11-3-77A 抄造纸张的几种夹网成形器性能

表11-3-77B

表11-3-78 抄造纸张的几种混合夹网成形器性能
1.立式夹网成形器
立式夹网成形器早期的结构型式为Ⅰ型,后改为J型(如图11- 3-22所示),1976年又改为J76型,主要是将J型的流浆箱的门式机架改为悬臂,以解决在车速500~600m/min出现的振动问题。稍后又出现V型立式夹网成形器。
J型立式夹网成形器如图11-3-22所示。

图11-3-22 J型立式夹网成形器示意图
1-管束式流浆箱 2-胸辊 3-压网器(挡水板) 4-真空吸水箱 5-平导辊 6-真空伏辊 7-2号网 8-1号网
立式夹网成形器具有下列的特点:
①采用管束式流浆箱,使全幅产生均匀的微湍流。纸料从上而下喷入夹网的楔形区进行比较缓和快速的脱水成形,然后借压网器作用,使纸胎Z向组织均匀,形成结合力较好又组织均匀的湿纸页。
②纸料受流浆箱气垫控制,脉冲影响较其他夹网成形器小。
③纸料对空气的敏感性小,纸面没有气泡和针眼问题。
④能够双面脱水,上网浓度可由0.2%~1.2%,适应性大,并可节约白水系统的动力消耗。
⑤利用浆柱的静压力和惯性喷浆进入两网楔形区后,由两网张力对纸料进行挤压脱水,细小纤维和填料留着率高。
⑥流浆箱设在成形器顶部,离楼面标高8米以上,操作检查很不方便。
⑦在成形过程中除调节真空(或水平)吸水箱的真空度外,本身无法调节。
⑧固定脱水元体多(9个压网器,2个真空吸水箱,2个水平吸水箱)增加网的磨损,网的使用寿命只有一个月左右。
立式夹网成形器的规格示例如表11-3-79。
表11-3-79 立式夹网成形器规格示例

2.Bel Baie Ⅱ型成形器
Bel Baie Ⅱ型成形器如图11-3-23所示。

图11-3-23 Bel Baie Ⅱ型成形器示意图
1-集流式流浆箱 2-成形辊 3-弧形成形板 4-真空吸水箱 5-真空伏辊 6-1号网 7-2号网 8-真空引纸辊 9-毛毯 10-喷水管 11-白水槽 12-校正辊
Bel Baie Ⅱ型成形器具有下列的特点:
①集流式流浆箱的飘片几乎延伸到堰板的开口处,使纸料在开始脱水之前有充分的时间消除湍流和串动,再加上成形区产生的流体切变,因而有良好的成形和匀度。
②集流式流浆箱可以改装成为多层浆道,可同时喷出2~3层不同的浆流一次成形。
③成形区曲率半径大,达到5m,因而脱水时间长和比较缓和,脱水力量逐渐增大,因此抄成的纸页匀度好,并可降低薄型纸的针眼和气孔度。
④抄成的纸页横幅均匀,横幅定量波动很小,印刷性能好。
⑤结构紧凑,占地面积小,成形器总长约9.4m,高4.3m。
⑥成形区固定的脱水元件多(9组案板、1~2个真空吸水箱),增加网的磨损,网一般用40~60d。
⑦由于成形区的弧形脱水板的曲率半径大,1号网使用聚酯网时,因挺度不足而易于起皱打折,因而1号网一般用铜网,2号网用聚酯网。
⑧备品较多,弧形陶瓷定型板加工制作较困难。
⑨网上的留着率较低。
Bel Baie Ⅱ型夹网成形器的尺寸示例如图11-3-24所示。

图11-3-24 Bel Baie Ⅱ型成形器尺寸示例图
Bel Baie Ⅱ型夹网成形器规格示例如表11-3-80示。
表11-3-80 Bel Baie Ⅱ型夹网成形器规格示例


Bel Baie Ⅱ型成形器各部分脱出的白水浓度示例如表11-3-81。
表11-3-81 Bel Baie Ⅱ型成形器各部分白水浓度示例

注:日本十条纸厂9号机数据。
从表中的数据可以看到,从成形板到真空吸水箱的脱水量是比较平均的,在真空吸水箱以前的1号网侧和2号网侧的脱水也大体相等。
在Bel Baie Ⅱ型成形器的基础上,80年代初又出现Bel Baie Ⅲ型成形器,其示意图如图11-3-25所示。

图11-3-25 Bel Baie Ⅲ型成形器示意图
1-集流式流浆箱 2-成形辊 3-弧形成形板 4-真空吸水箱 5-大直径分室真空辊 6-1号网 7-2号网 8-第二真空伏辊 9-真空引纸辊
3.Papri成形器(Dom)
Papri成形器(Dom)如图11-3-26所示。

图11-3-26 Papri成形器(Dom)示意图
1-Flo-set流浆箱 2-成形辊 3-真空伏辊 4-1号网 5-2号网 6、7-白水槽 8-校网辊 9-紧网辊
Papri成形器(Dom)具有下列的特点:
①结构简单,在成形区没有任何固定的脱水元件,不仅便于维修保养,减少备品和特种材料的需求,而且节约动力消耗。
②由于没有固定的脱水元件,塑料网的使用寿命长,可达到200d,两网均可使用塑料网。
③成形网只有一个驱动点,不仅降低了动力消耗,还简化了传动系统。
④纤维留着率高。
Papri成形器(Dom)尺寸示例图如图11-3-27和图11-3-28所示。

图11-3-27 Papri成形器(Dom)尺寸示例图之一

图11-3-28 Papri成形器(Dom)尺寸示例图之二
4.Peri-MW成形器
Peri-MW成形器的示意图如图11-3-29所示。

图11-3-29 Peri-MW成形器示意图
1-流浆箱 2-成形辊 3-真空伏辊 4-1号网 5-2号网 6、7-白水槽
Peri-MW成形器具有下列的特点:
①结构较简单,使用成形辊形成纸页、动力消耗较少,而且还能延长网的使用寿命。
②细小纤维和纤维保留率高,抄成的纸页两面差别很少,印刷性能好。
③经唇口进入夹网的自由喷浆区的长度很短,仅为150mm,有利于纸页的形成。
5.Duo成形器
Duo成形器有C、E、F、H、T等多种型号。C、T型属于夹网成形器,E、F、H型属于混合夹网成形器。
C型Duo成形器的示意图如图11-3-30所示。

图11-3-30 C型Duo成形器示意图
1-W型高湍动流浆箱 2-顶网 3-底网 4-胸辊 5-真空成形板 6-有两个真空区的成形辊 7-挡水板 8-转换真空箱 9-真空伏辊 10-真空引纸辊 11-底网白水槽 12-顶网白水槽
F型Duo成形器示意图如11-3-31所示。

图11-3-31 F型Duo成形器示意图
1-流浆箱 2-短长网案 3-顶网 4-真空成形辊 5-脱水板 6-真空伏辊
Duo成形器具有下列特点:
①采用W型高湍动流浆箱,唇口前设有蜂窝状组管,纸料在此产生密度大,波长短的微湍动,箱内上部设有气垫,以保持箱内压力的稳定,使得形成的纸页匀度较好,纵横向定量差小。
②纸胎的剥离点在回头网上,因而不存在网上的水冲毁纸页的问题,即纸页在顶网已经离开之后,从底网的左侧向压榨部吸移,这样残留在顶网上的浆渣和水即使甩出来,也不至于弄脏吸移毛毯和湿纸页。
③顶网和底网均可使用聚酯网,平均寿命为30~45d。
④C型成形器是在纸料连续加压到底网的情况下围绕着真空成形辊形成的,而E型除了形成纸页的最初阶段是在低脱水压力下形成,这一点与C型有所区别外,其他各点与C型是类似的。C、E两种型式的设备高度和设备基础都能与一般长网造纸机的建筑相适应。
⑤F型的前半部有一段3m多长的平网,接着是S型夹网成形区。纸料先在平网部脱水,比较缓和,初步的脱水后进入夹网区,依靠收敛的双网压力和离心力脱水,使纸页有较好的组织,成形器的机身较庞大,长度达15m,高达8.75m。
⑥由于有固定的脱水元件,因而留着率低于Papri成形器(Dom)或Peri-MW成形器,网的寿命也较短。
6.Speed成形器(速度成形器)
Speed成形器如图11-3-32A、11-3-32B所示。

图11-3-32A Speed成形器示意图
1-稳流喷嘴式流浆箱 2-成形板 3-成形辊 4-真空伏辊 5-1号网 6-2号网 7-真空引纸辊

图11-3-32B High Speed(HS)Former示意图
1-成形辊 2-上网 3-曲面成形板 4-真空伏辊 5-驱网辊 6-下网
Speed成形器具有下列的特点:
①结构较简单,除成形板、成形辊、真空辊外,均为普通辊,并且除成形板外,没有其他的固定脱水部件。
②网较短,成形区全程时间短,脱水较为激烈,车速可达1320m/min。据制造厂Valmet公司推荐,对于抄造要求两面差较低的低定量新闻纸,生产车速在1000m/min以下时,则采用Sym成形器比Speed成形器适宜。
③两网均可用聚酯网,而且长度相同,换网方便,网的使用寿命较长。
④适应范围较窄,除新闻纸一类的印刷纸外,不适宜于抄造别的品种。
⑤本机型发展较晚,目前投产的台数较少。
Speed成形器的脱水性能如图11-3-33所示。

图11-3-33 Speed成形器的脱水性能
7.Beloit薄页纸成形器
Beloit薄纸成形器如图11-3-34所示。

图11-3-34 Beloit薄纸成形器示意图
1-Convorflo式或Strata式流浆箱 2-1号网 3-2号网 4-成形辊 5、6-白水槽 7-引纸辊
Beloit薄纸成形器具有下列的特点:
①是一种适合于抄造卫生纸和薄纸的新型夹网成形器;
②结构简单,没有真空脱水装置;
③一般抄宽较窄(1.9~3.6m),但车速较高,一般均在1000m/min以上,最高的达到1850m/min。
④脱水比较缓和,纸页形成的情况比较好。
⑤在任何速度的情况下都易于控制纸页的纵横向拉力比在2:1以下。
8.混合夹网成形器
(1)AKUMAT饰面辊成形器
AKUMAT饰面辊成形器的饰面辊安装在长网部通常安装饰面辊的位置,AKUMAT饰面辊成形器的示意图如图11-3-35所示。

图11-3-35 AKUMAT饰面辊成形器示意图
1-饰面辊 2-出口辊 3-曲面真空箱 4-顶网 5-张紧辊 6-网
AKUMAT饰面辊成形器具有下列的特点:
①由饰面辊、曲面真空箱和短上网构成的饰面辊成形器,能够起到相当于12m直径的饰面辊所起的作用。
②能够双面脱水增加脱水量。
③改进纸页的匀度,减少纸页的两面性。
一台网宽5100mm,车速360m/min,抄造130g/m2的瓦楞芯纸的长网造纸机,安装饰面辊成形器的位置及其脱水量分布情况见图11-3-36所示。

图11-3-36 饰面辊成形器安装位置及脱水量分布
(2)Bel Bond成形器、Bel Roll成形器和Bel Form成形器
Bel Bond、Bel Roll和Bel Form三种成形器是美国Beloit公司研制的用于长网部技术改造的三种混合夹网成形器。Bel Bond成形器在80年代初出现,然后研制出Bel Roll成形器(第一台于1983年11月投产)和Bel Form成形器(第一台于1984年9月投产)。这三种成形器与长网部结合能够有效的提高纸张的质量,增加网部脱水能力,并提高造纸机车速。
Bel Bond成形器示意图如图11-3-37所示。

图11-3-37 Bel Bond成形器示意图
1-导入辊 2-导入辊真空箱 3-倒置曲面真空箱 4-吸移真空箱 5-长网 6-传动辊 7-导网辊 8-张紧辊 9-上网 10-校正辊
Bel Roll成形器示意图如图11-3-38所示。

图11-3-38 Bel Roll成形器示意图
1-导入辊 2-长网 3-开敞辊 4-中心辊 5-传递辊 6-吸移真空箱 7-导出辊 8-导网辊 9-张紧辊 10-上网 11-校正辊
Bel Form成形器示意图如图11-3-39A、B所示。

图11-3-39A、B Bel Form成形器示意图
1-成形辊 2-带自动脱水板的白水盆 3-成形板 4-中心辊 5-白水盆 6-湿吸水箱(吸移真空箱) 7-长网 8-导网辊 9-清洁辊 10-伸张辊 11-上网 12-校正辊
Bel Bond成形器、Bel Roll成形器和Bel Form成形器的主要区别在于Bel Bond成形器主要由静止脱水元件倒置曲面真空箱脱水,因而顶网部分需要有传动装置和真空系统;同时顶网装置的纤维留着较低,但成形的质量好。Bel Roll成形器的脱水元件均为辊子,没有静止脱水元件,因此顶网部分不需要传动和真空系统,顶网装置的纤维留着率较高,但成形的质量虽比长网好,但不及Bel Bond和Bel Form成形器。Bel Form成形器是综合上述两种成形器的优点而设计的。由辊子和静止脱水元件脱水,其结构较Bel Bond成形器简单,顶网部分不需要传动和真空系统,这种成形器成形的纸张质量好。
Bel Bond成形器的脱水过程如图11-3-40所示。

图11-3-40 Bel Bond成形器的脱水过程
Bel Roll成形器的脱水情况如图11-3-41所示。

图11-3-41 Bel Roll成形器脱水过程
Bel Form成形器脱水过程如图11-3-42所示。

图11-3-42 Bel Form成形器脱水过程
图中百分比为脱水量分配百分比。
几种成形器的比较如表11-3-82。
表11-3-82 几种型式成形器的比较

3种成形器抄造定量与车速的关系如图11-3-43所示。

图11-3-43 3种成形器抄造定量与车速的关系
(3)Sym成形器
Sym成形器可以分为F型、N型和R型,R型用于现有长网造纸机技术改造。
Sym成形器的示意图如图11-3-44、11-3-45所示。

图11-3-44 Sym-N成形器示意图
1-稳流喷嘴式流浆箱 2-胸辊 3-成形板 4-案板 5-湿吸水箱 6-弧形成形板 7-真空吸水箱 8-真空伏辊 9-上网 10-下网 11-驱网辊 12-紧网辊 13-导网辊

图11-3-45 Sym-formerF成形器尺寸示例图
产品品种:胶印新闻纸;定量:48.8~51g/m2;
产量:210t/d;抄速:750m/min;净纸宽:3923mm
上网:
1-第-成形辊1个,Φ1020mm×4600mm
2-驱网辊1个,Φ714mm×4500mm,壳面为Black-Diamond
3-角辊2个,Φ714mm×4500mm,壳面为Black-Diamond
4-网辊1个Φ463mm×4500mm,壳面同上
长网:
5-成形板1个(4块板,第一块宽200mm,其他板宽90mm,陶瓷材料)宽890mm
6-可调节案板3个,板宽80mm,陶瓷材料
7-多块刮水板装置4个(每个装置3块板,板宽50mm,陶瓷材料),每个宽575mm
8-真空刮水板2个(每个6块板,板宽50mm,陶瓷材料),每个宽575mm
9-多块刮水板组成的弧形板1个,面宽1050mm,板宽50mm,陶瓷材料
10-吸水箱4个,面宽400mm,陶瓷材料
11-胸辊1个,Φ714mm×4500mm,壳面为Black-Diamond
12-第2成形辊1个,Φ960mm×4500mm,壳面同上
13-伏辊1个,Φ956mm×4650mm,壳面为VK-A378,双室
14-驱网辊1个,Φ724mm×4500mm,壳面为Fabmate
15-网辊,4个,Φ463mm×4500mm,壳面为Black-Didmond
Sym成形器具有下列的特点:
①成形器的前半部有约5m长的一段平网部,然后进入夹网部,湿纸页先在水平面上单面脱水,然后进入夹网区,在一个弧面成形板处,依靠离心力的作用及顶网的张力作用,向相反方向脱水。这种对称脱水,解决了纸页的两面差异,而又能保持普通长网所具有的优点,两者结合而取得高速运转。
②由于滤水较温和,还能够适宜于抄造配有滤水较困难的草类浆或加填料较多的纸种,还可以防止发生针眼等纸病。
③由于对称脱水是靠弧面成形板处离心力的作用而脱水的,因此,操作车速不宜采用设计的最低车速(300m/min),以500m/min以上较为合适。
(4)Top Flyte成形器
Top Flyte成形器主要用于长网部的技术改造,其示意图如图11-3-46所示。

图11-3-46 Top Flyte成形器示意图
1-导入辊 2-刮水板组 3、4-脱水辊 5-伏辊 6-吸移真空箱 7-导出辊 8-长网 9-顶网 10-张紧辊 11-调节辊 12-清洁辊
Top Flyte成形器用于长网造纸机技术改造,不需要对原有纸机另作改动,并具有下列的特点:
①由于提高了纸机的脱水能力,因而在不对纸机条件作进一步改变的情况下,产量可提高35%~50%。
②由于顶网与底网是上下交替围绕在三个辊上,因而顶网不需要单独传动,并由于减少了需要用来提高干度的真空箱的数量,长网机驱动力和形成真空的动力都得到降低,总的能耗可降低25%~40%。
③可以提高纸页的匀度。
(5)Duoformer H成形器尺寸示意图11-3-47
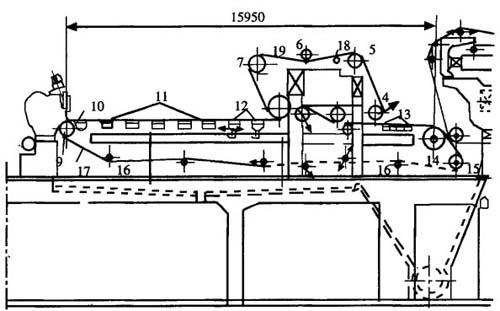
图11-3-47 Duoformer H成形器尺寸示意图
产品品种:胶印新闻纸;定量:45~52g/m2;产量:210t/d;抄速701~810m/min;净纸宽:3940mm
上网:
5、7-5个网辊Φ744mm×4600mm,衬胶面
6-2个网辊,Φ427mm×4600mm,衬胶面
长网:
9-胸辊Φ694mm×4600mm,衬胶面
10-成形板一块(4条陶瓷板),宽510mm
11-案板箱5个(每个有5块陶瓷板陶瓷板宽60mm),宽500mm
12-湿吸箱2个(每个有8块陶瓷板,板宽30mm),宽380mm
13-吸水箱4个(均为陶瓷板面,孔型2个,槽型2个),宽300mm
14-真空伏辊Φ865mm×4660mm,青铜壳,双室
15-驱网辊Φ700mm×4600mm,衬胶面
16-网辊6个,Φ427mm×4600mm,衬胶面
17-网4.4m×39.17m
18-管状吸水箱(不锈钢制)
19-网4.4m×17m
(6)各种混合夹网成形器的操作和计算参数
各种混合夹网成形器的操作和计算参数如表11-3-83所示。
表11-3-83 各种混合夹网成形器的操作和设计参数

(7)夹网相对于长网的质量特征
夹网相对于长网的质量特征如表11-3-84。
表11-3-84 夹网相对于长网的质量特征

注:++很大改善;+少到中等程度改善;0没有实质性影响;-少到中等程度变坏。