碟形弹簧的技术要求
书籍:现代综合机械设计手册中
出处:按学科分类—工业技术 北京出版社《现代综合机械设计手册中》第1436页(600字)
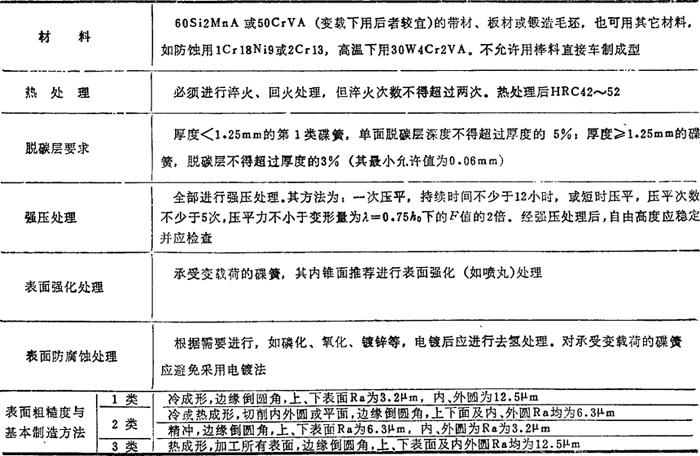
碟形弹簧的尺寸极限偏差与载荷极限偏差见表4.13-26,形位公差见表4.13-27。锥面加热前粗糙度Ra≤3.2μm。对1级精度,厚度小于3mm,可按较高精度冷轧带钢表面状态,机加工表面 =1.6μm。表面不得有毛刺、裂纹、斑痕、氧化皮、盐浴痕迹等。对碟形弹簧材料及其热处理、强压处理和表面防腐处理要求见表4.13-28。
=1.6μm。表面不得有毛刺、裂纹、斑痕、氧化皮、盐浴痕迹等。对碟形弹簧材料及其热处理、强压处理和表面防腐处理要求见表4.13-28。
表4.13-26 碟形弹簧的极限偏差(摘自GB/T1972-92)

注:*在保证载荷的极限偏差的条件下,其厚度极限偏差在制造中允许将位置作适当调整,但其公差带不得超出所列标准的范围。
表4.13-27 碟簧的形位公差
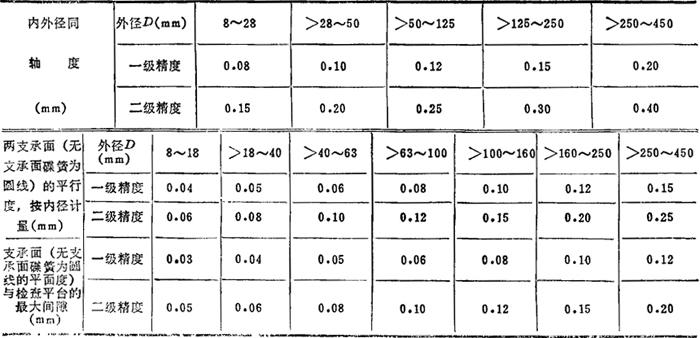
注:① 为达到成品碟簧的同轴度要求,压型前的平圆坯料内、外径的同轴度公差不得大于表中数值的1/2。
② 以平台检查平面度时,间隙的累加总长不得大于圆周长的1/8,检查间隙可在Fλ=k0×2%的载荷下进行但不得超过300N。
表4.13-28 碟形弹簧材料及其处理方法
上一篇:带传动的张紧及安装
下一篇:现代综合机械设计手册中目录