分配机构示例
出处:按学科分类—工业技术 北京出版社《现代综合机械设计手册中》第2101页(1387字)
在自动供料装置中,有时需要将来自同一料道的工件,按照生产节拍或工艺要求,分别输送给不同的工作机。为此。需要在料道设置有分配机构。按其功用的不同,可以分为分路分配和分类分配两种主要类型。其中,分路分配机构是由一台高速高效供料装置,根据工作节拍的不同要求,对几台工作机供给工件(参见例5.14-37~5.14-40);分类分配机构则是将来自同一料道的工件,经自动检测,按其尺寸进行控制,分别送给不同的工作机(参见例5.14-41~5.14-43)。
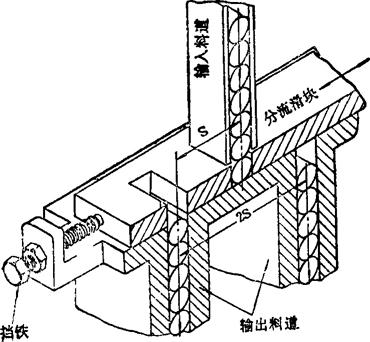
例5.14-37 分流滑块分配。如图示,在分流滑块上开有两个孔,孔的形状应和工件的形状相适应。当分流滑块作往复运动时,依次从输入料道接收工件后,分别输送给不同的输出料道。
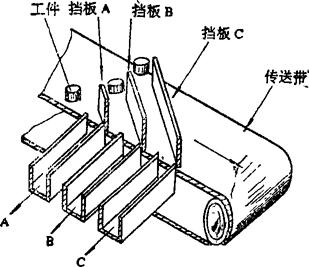
例5.14-38 固定挡板分配。如图示,由传送带输送来的工件,经三个固定在不同位置的挡板A、B、C分别挡在相应的AB、C输出料道。这种方式适用于小而散,且分配精度要求不高的工件分配。
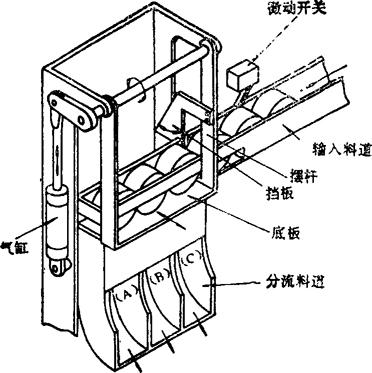
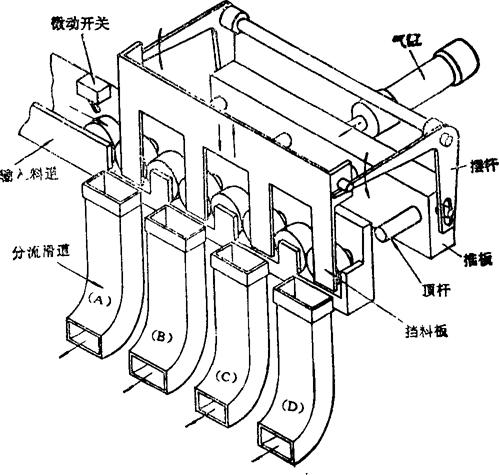
例5.14-39 摆动底板分配。如图示,工件由输入料道进入待分配位置,此时底板托住工件,在气缸推动下,底板随同摆杆转动一角度,使料道口打开,工件落入分流料道。而后续工件在挡板的阻挡下则不能进入。输入料道上的微动开关,可用作记录工件数量。
例5.14-40 移动顶杆分配。如图示,工件由输入料道进入待分配位置后,在气缸推动下,推板向前移动;与此同时,通过摆杆使挡料板升起。推板上装有与工件分配个数相同的顶杆。在顶杆的推动下,工件顺利落入分流料道。而后续工件在顶杆的阻挡下则不能进入。
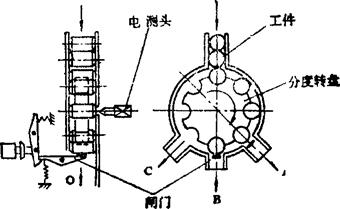
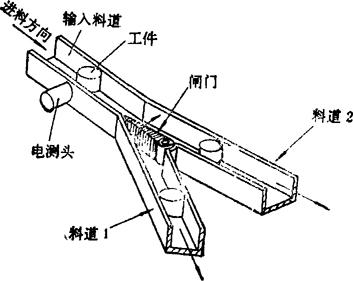
例5.14-41 摆动闸门分配。如图示,料道的出口处做成两岔道,在岔道口设有摆动闸门。由输入料道进入的工件,经电测头测量直径,按测量结果控制闸门的摆动方向,从而实现按直径分类来分配工件。这种分配方式,要求工件作间歇供给。若去掉电测头,也可作为分路分配。
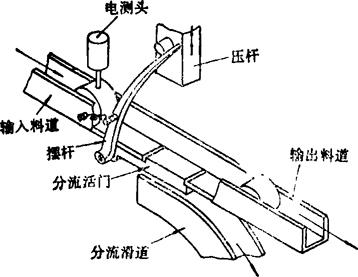
例5.14-42 摆动活门分配。如图示,在输入料道的中部开有和工件形状相适应的切口,并配置和摆杆相固结的活门。由输入料道进入的工件,经电测头测量直径,按测量结果控制活门的开闭,实现按直径分类来分配工件。这种分配方式要求工件作间歇供给。若去掉电测头,也可作分路分配。
例5.14-43 分度转盘分配。如图示,分度转盘作间歇转动,其外周均匀分布若干和工件形状相适应的凹槽。工件由输入料道进入分度转盘凹槽后,随转盘作间歇转动。经电测头测得工件的长度,用以控制分料道A、B、C闸门的开闭,实现分类分配工件。