液压式自动捆扎机
出处:按学科分类—工业技术 中国轻工业出版社《中国食品与包装工程装备手册》第652页(2583字)
1 工作原理
液压式自动捆扎机是利用液压传动和电气控制相结合,自动完成退带、拉紧、切烫、脱带和送带复位等一系列动作,达到捆紧包件的目的。其工作原理如图2-7-15所示。
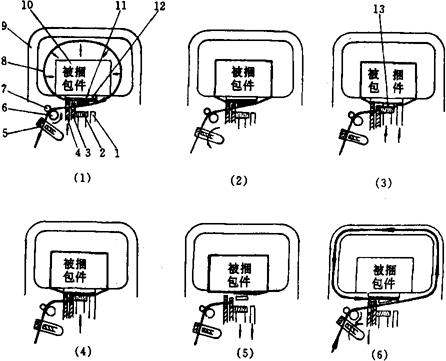
图2-7-15 液压式自动捆扎机工作原理
1-第二夹头 2-切刀 3-固定刀 4-第-夹头 5-张紧臂 6-送带轮 7-压紧轮 8-捆扎带 9-轨道 10-被捆包件 11-导向板 12-上压板 13-烫头
1.1 退带〔图2-7-15(1)〕
给出 “捆扎”指令,第-夹头4上升夹紧捆扎带头部,同时送带轮6反转,利用摩擦力使捆扎带从轨道中被拉出,并缠在包件的表面。
1.2 拉紧〔图2-7-15(2)〕
捆扎带缠在包件表面后,张紧臂5利用液压小油缸夹紧捆扎带作向下摆动,捆紧包件,使捆紧力达到预定值为止。
1.3 切烫〔图2-7-15(3)〕
导向板11开始退出而电热烫头13跟随而进,处于上下两层捆扎带之间。第二夹头1上升夹紧下层捆扎带,张紧臂小油缸复位放开捆扎带,切刀2上升切断捆扎带,并使两层捆扎带的内表面紧靠电热烫头,使内表面层熔融。随着切刀2的继续上升,电热烫头退出,最终将二层捆扎带紧压在上压板12上,达到切带、烫带和粘接的目的。
1.4 脱带〔图2-7-15(4)〕
第二夹头1和切刀2开始复位,上压板12退出,使捆扎带完全捆紧包件表面,完成捆扎包件的动作,导向板11亦回复到原来位置。
1.5 送带复位〔图2-7-15(5)〕和待捆状态〔2-7-15(6)〕
第一夹头4、张紧臂5、上压板12均回复原位,送带轮6作顺时针正转,使捆扎带8沿轨道9运动,直至捆扎带端碰到止带器,为下一次的捆扎作好准备,使机器处于待捆状态〔2-7-15(6)〕。
如上所述,可将整机各主要功能元件的工作程序以方框图表示(图2-7-16)。

图2-7-16 工作程序方框图
2 主要结构
2.1 封缄机构(图2-7-17)

图2-7-17 封缄机构
1-换向阀 2-油路板(A) 3-油路板(B) 4-导向板、上压板油缸 5-上压板 6-导向板 7-油路板(C) 8-第一夹头 9-固定刀 10-切刀 11-拢带架 12-第二夹头 13-主油缸 14-烫头油缸 15-烫头
封缄机构是完成捆扎程序中的顶压、切断、加热、粘接等动作的关键部件。所不同的是在液压自动捆扎机上的封缄机构是一个高度集成化的液压部件,在主油缸13中,有第一、第二夹头和切刀油缸油塞,并在第二夹头活塞芯部安装一只顺序阀,从而实现对捆扎带的夹紧或复位和切断。此外,还包括了1只单向顺序阀和2只单向阀,控制导向板6和电热烫头油缸。
2.2 送退带机构(图2-7-18)

图2-7-18 送退带机械
1-活动轨道 2-过带轮 3-机械手(张紧臂) 4-液压马达 5-送退带轮 6-压带轮 7-下部轨道 8-机械手(油缸)
送退带机构直接由液压马达4来控制。当捆扎开始时,油液在进入第一夹头油缸下腔,使夹头升起夹住带子的同时,油液也进入液压马达,使送带轮5反转,退出多余捆扎带。反之,当油液进入第一夹头上腔和液压马达时,使第一夹头下降,打开带道,液压马达正转,送带轮开始送带。
2.3 张紧机构(图2-7-19)

图2-7-19 张紧机构
张紧机构主要是使退带后的捆扎带再一次拉紧。当捆扎带缠上被捆包件以后,液压马达4停转,油液进入机械手差动油缸8,推动活塞杆外伸,使张紧臂3下摆拉紧捆扎带。而为了使捆扎带能随张紧臂3下摆而拉紧,还必须依靠张紧臂头部的轧头。图2-7-19所示为二种不同的夹紧方式,图中(1)是利用杠杆原理,使捆扎带在随差动油缸8活塞杆外伸时推动夹头夹紧捆扎带;图中(2)是利用油缸夹紧。
2.4 带盘机构
液压式自动捆扎机的带盘机构一般不设预送带装置,而采用液压制动,以防止捆扎带过多的送出。图2-7-20所示分别为轴向端面摩擦制动和摩擦轮径向摩擦制动。
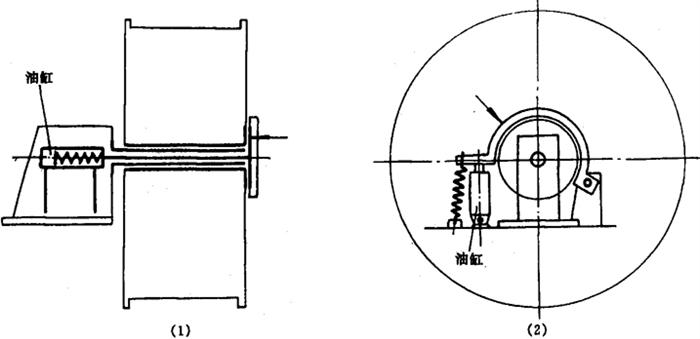
图2-7-20 带盘机构
(1)轴向摩擦制动 (2)径向摩擦制动
3 分类
参见本章第2节机械式自动捆扎机。
4 技术参数
基本上与机械式自动捆扎机相同,其通用型主要技术参数如表2-7-3所示。
表2-7-3 主要技术参数
