钨极氩弧点焊
书籍:焊接技术手册
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第191页(721字)
1.工作原理和特点
(1)工作原理如图5-10所示。焊枪端喷嘴紧压在焊件上,利用高频引弧或诱导引弧的方法在钨极和喷嘴之间先引起约5A的小电弧。然后接通焊接电流,形成焊接电弧进行点焊。焊接电源是直流正接,若用交流电源,必须加稳弧装置。为了填满点焊弧坑和增加余高,可在焊接过程中向熔池送入适量的填充焊丝。为提高抗裂纹能力,降低裂纹倾向,焊机应有电流自动衰减控制,也可采取二次脉冲加热的方法。
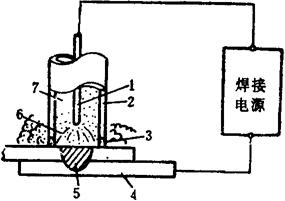
图5-10 钨极氩弧点焊示意图
1-钨极 2-喷嘴 3-出气孔 4-母材 5-焊点 6-电弧 7-氩气
(2)钨极氩弧点焊的特点:焊点强度可以在很大范围内调节,焊点尺寸便于控制,当焊接时间和焊接电流增加时,焊点直径增大,强度提高,便于实现多层点焊和薄厚悬殊工件的点焊,尤其是背面无法夹持的工件点焊,钨极氩弧点焊显示出独特的优点。以上的优越性是和电阻焊相比较的。它的不足之处是生产率不如电阻焊高。钨极氩弧点焊已有较多的应用,生产了专用设备,专用设备与普通氩弧焊机不同之处,在于控制装置和点焊枪,增加了焊接时间自动控制、电流自动衰减、滞后关断氩气等功能。若用普通氩弧焊机改装,则增加焊接时间控制,更换点焊喷嘴即可。
2.1Cr18Ni9Ti钢钨极氩弧点焊工艺
表5-20 1Cr18Ni9Ti钢钨极氩弧点焊工艺规范
