钢的碳当量公式
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第528页(1494字)
由于焊接热影响区的淬硬及冷裂倾向与化学成分直接有关,所以可以用化学成分来估价冷裂敏感性的大小。在各种元素中,碳对淬硬及冷裂影响最显着,加上将各种其他元素的作用按照相当于若干含碳量的作用折合并叠加起来,求得所谓“碳当量”,碳当量值的大小可以作为粗略估价低合金钢淬硬及冷裂敏感性的指标。
1.国际焊接学会推荐CE

此公式可用于HT50~60级非调质高强钢。当CE≤0.45%时,焊接厚度25mm的板可不预热。当CE<0.41%且含C<0.207%时,焊接厚度小于37mm的板可不预热。
2.美国焊接学会推荐Ceq

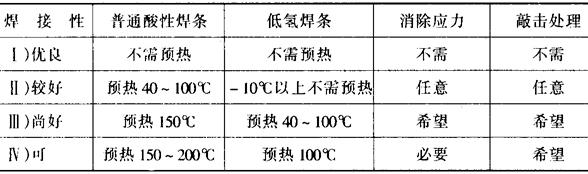
此公式的适用化学成分范围:C<0.6%,Mn<1.6%,Ni<3.3%,Cr<1.0%,Mo<0.6%,Cu0.5%~1%,P0.05%~0.15%。当Cu<0.5%或P<0.05%时,则可以不计入。实验结果经整理得图10-24及表10-4,可以作为确定最佳焊接条件的参考依据。

图10-24 焊接条件与碳当量的关系
表10-4 焊接性与焊接条件
3.日本国标Ceq(JIS)

此式适用于调质低合金钢,其化学成分范围为:C<0.2%;Si<0.55%;Mn<1.5%;Cu<0.5%;Ni<2.5%;Cr<1.25%;Mo<0.7%;V<0.1%;B<0.006%。根据此式,规定了碳当量界限如下:
表10-5 碳当量界限值

4.冷裂纹敏感指数Pcw、Pw、Pc

式中 Pcw——冷裂纹敏感指数(%);
Pw——考虑到拘束度的焊接裂纹敏感指数(%);
Pc——焊接裂纹敏感指数(%);
H——焊缝中的扩散氢含量(10-2ml/g);
RF——焊缝拉伸拘束度[N/mm2];
h--板厚(mm)。
此式适用的化学成分范围为:C=0.07%~0.22%;Si≤0.60%;Mn= 0.4%~1,4%;Cu≤≤0.50%;Ni≤1.20%;Cr≤1.20%;Mo≤0.07%;V≤0.12%;B≤0.005%。此外,扩散氢H=1.0~5.0ml/100g;板厚h为19~50mm;焊接线能量17~30KJ/cm。
结合斜Y坡口对接裂纹实验方法,由Pc可以求出所需要的预热温度T0:
T0=1440Pc-392(℃)