射线探伤
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第790页(3315字)
1.射线探伤原理
利用射线(X射线、γ射线)透过工件时,缺陷与无缺陷部分对射线吸收程度不同,来检验焊缝。因显示缺陷的方法不同,每种射线探伤都又分有电离法、荧光屏观察法、照相法和工业电视法。目前,应用最普遍的是照相法。
射线照相法探伤是利用透过工件的射线,对照相底片产生的光化作用不同,即感光量大(透过缺陷时)的底片经暗室处理后变得较黑,来显示缺陷的形状和大小的一种探伤方法。
2.射线能量选择与探伤设备
射线探伤时,射线源的主要技术性能指标是射线源尺寸和射线的能量。射线源尺寸愈小,缺陷影像愈清晰。在能穿透工件使胶片感光的前提下,应当选择能量较低的射线,以提高缺陷影像的反差。不同射线能最等级的穿透能力和射线源尺寸见表14-22。γ射线最佳穿透厚度范围见表14-23。
表14-22 X、γ射线源能量焦点尺寸与最大穿透厚度 (mm)

表14-23 γ线透照钢件的适宜厚度范围 (mm)

常用射线探伤设备主要有:X射线探伤机、γ射线探伤机和高能射线探伤设备。X射线探伤机分便携式、移动式和固定式三种。不同类型射线探伤生产厂情况见表14-24、表14-25、表14-26。
表14-24 便携式X射线探伤机生产厂


表14-25 移动式固定式X射线探伤机生产厂

表14-26 放射性同位素γ射线探伤机生产厂

注:①Ci为居里,1Ci=3.7×1010Bq。
3.射线探伤胶片和增感屏
射线探伤用胶片质量由乳胶剂中的银盐粒度(清晰度)、感光度、反差和灰雾光学密度来衡量。一般要求反差高、清晰度高和灰雾少。常用工业射线探伤用胶片分为四个等级,见表14-27。
表14-27 工业X射线胶片的分类和特性


为了在探伤时增加曝光量或减少曝光时间,提高探伤速度,常采用增感屏。焊缝探伤时广泛应用的是金属增感屏,它的尺寸应与胶片尺寸相同,其厚度按射线能量选择,见表14-28。
表14-28 增感屏厚度 (mm)

4.象质计
象质计是用来检查透照技术和照片处理质量的。衡量该质量的数值是象质指数,它等于底片上能识别出的最细钢丝线的编号。射线探伤用的象质计是线型象质计,其型号和规格应符合GB5618-85《线型象质计》的规定。
按照透照厚度和象质级别所需要达到的象质指数,选用R10系列的象质计,见表14-29。
表14-29 象质计的选用 (mm)


5.透照方式
为了彻底反映工件接头内部缺陷存在状况,应根据不同的接头形式和工件的几何形状来选择不同的透照方式。各种焊缝的透照方式见图14-4~14-12。

图14-4 直焊缝的透照方式

图14-5 环缝单层透照方式

图14-6 环缝单层周向透照方式

图14-7 环缝双层透照方式

图14-8 T形角焊缝透照方式
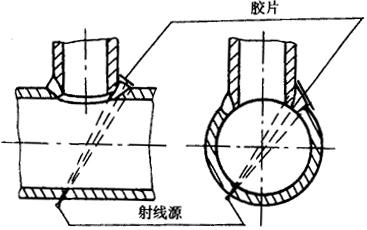
图14-9 管子插管双层透照方式

图14-10 管子环缝双层透照方式
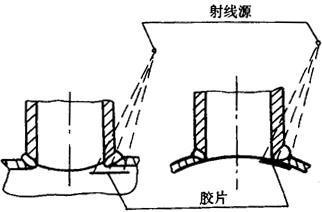
图14-11 插管环缝单层透照方式

图14-12 座管环缝单层透照方式
6.探伤结果评定
探伤结果评定之前,先对底片质量进行确认,看其象质指数、底片黑度、识别标记及伪缺陷影像等指标是否达到标准要求。然后观察合格的底片,根据缺陷性质和数量进行焊缝质量评级。GB3323规定焊缝质量分四级:
Ⅰ级焊缝:无裂纹、未熔合、未焊透和条状夹渣。
Ⅱ级焊缝:无裂纹、未熔合、未焊透和条状夹渣。
Ⅲ级焊缝:无裂纹、未熔合以及双面焊和加垫板的单面焊中的未焊透。不加垫板的单面焊中的未焊透允许长度按表14-34条状夹渣长度的Ⅲ级评定。
Ⅳ级焊缝:焊缝缺陷超过Ⅲ级者。
(1)圆形缺陷的分级:长宽比小于或等于3的缺陷定义为圆形缺陷。它们可以是圆形、椭圆形、锥形或带有尾巴等不规则的形状,包括气孔、夹渣和夹钨。
圆形缺陷用评定区进行评定。评定区大小见表14-30,并应选在缺陷最严重的部位。当缺陷与评定区相接时,应划入评定区内。评定圆形缺陷时,应将缺陷尺寸按表14-31换算成缺陷点数,不计点数的缺陷尺寸见表14-32。圆形缺陷分级见表14-33。
表14-30 缺陷评定区 (mm)

表14-31 缺陷点数换算表

表14-32 不计点数的缺陷尺寸 (mm)

表14-33 圆形缺陷的分级

注:表中的数字是允许缺陷点数的上限。圆形缺陷长径大于1/2T时,评为Ⅳ级。
(2)条状夹渣的分级:长宽比大于3的缺陷定义为条状夹渣,条状夹渣的分级见表14-34。
表14-34 条状夹渣的分级 (mm)

注:1.表中L为该组夹渣中最长者的长度。
2.长宽比大于3的长气孔的评级与条状夹渣相同。
3.当被检焊缝长度小于12T(Ⅱ级)或6T(Ⅲ级)时,可按比例折算。当折算的条
状夹渣总长小于单个条状夹渣长度时,以单个条状夹渣长度为允许值。
(3)综合评级:在圆形缺陷评定区内,同时存在圆形缺陷和条状夹渣(或未焊透)时,应各自评级,将级别之和减1作为最终级别。