焊条的选用、检查和保管
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第120页(1261字)
1.焊条种类、牌号的选用
主要考虑焊缝的使用性和施焊的工艺性。使用性如强度、韧性、抗裂性、耐蚀性、热稳定性、耐磨性等等,不同牌号的结构钢焊条其工艺性的好坏可参考表3-48进行选择。焊条选择的主要原则有如下几点:
(1)根据被焊金属材料的类型,选择相应焊条种类的大类。如焊接母材是碳钢或普通低合金钢时,选用结构钢类型的焊条。
(2)根据被焊母材的性能选用与其性能相同的焊条,或选用熔敷金属与母材化学成分类型相同的焊条,以保证焊缝与母材性能相同。选用结构钢焊条时要根据母材的强度等级选用与母材等强度的焊条,若对焊缝韧性、延伸性要求较高的重要结构或钢材的裂纹倾向大、焊件刚性大时应选用碱性焊条、高韧性焊条、甚至超低氢焊条。选用不锈钢焊条、钼和铬钼耐热钢焊条时,应根据母材化学成分、类型,选用化学成分、类型相同的焊条。
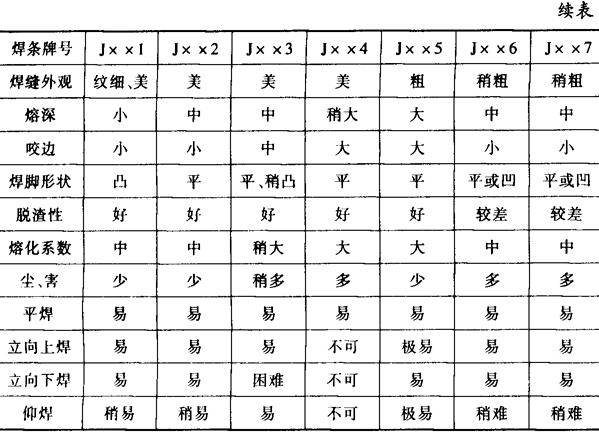
(3)选择焊条时工艺方面的考虑,主要是操作方便、易获得优良的焊缝。如非水平位置焊缝应选择适于各种位置焊接的焊条,如是向下立焊、管道焊接、底层焊接、盖面焊、重力焊时应选用相应的专用焊条。结构钢焊条工艺性见表3-48。
表3-48 几种结构钢焊条工艺性能比较

(4)从价格考虑,应在满足性能及施工要求的前提下,尽量选用熔敷效率高,价格低的焊条,以便提高生产率,降低成本。
2.焊条检查
焊条出厂必须按照标准进行严格检查,各项指标达到标准才能出厂。使用单位在焊条入库前,应按焊条质量保证书检查焊条质量是否合乎要求,型号、牌号是否符合要求。若是焊接锅炉、压力容器等重要结构的焊条,应按规定经质量复检合格后再验收入库。
3.焊条的保管
焊条保管应按JB3228-83《焊条质量管理规程》规定的事项进行。焊条应按种类、牌号、批次、规格、入库时间分类堆放,应有明确的标志。焊条贮存库应干燥、通风良好,应有温度、湿度测量装置。贮存低氢焊条时,室内温度不低于5℃,相对空气湿度不得高于60%。否则焊条涂层容易吸潮。潮湿焊条焊接时,容易产生气孔和氢致裂纹。因此低氢焊条在施焊前必须进行烘干,烘干温度350~450℃,保温时间2h。烘干后放在100~150℃的恒温箱内,随用随取。焊条取出后放在保温筒内。低氢焊条一般在常温下超过4h应重新烘干,烘干次数不宜超过3次。酸性焊条一般可不烘干,但焊接重要结构时应经150~200℃烘干,保温时间1~2h。