胶接成型
出处:按学科分类—工业技术 河南科学技术出版社《钣金技术手册》第791页(3165字)
胶接是用合成高分子胶黏剂把两个工件连接到一起,并使接合处获得所需连接强度的连接工艺。胶接在机械制造领域中已成为一种与焊接、机械连接并列的新型连接工艺,广泛应用于航天航空、石油化工、机械制造、电器仪表等工业生产。
(一)胶黏剂及其应用
1.胶黏剂的组成
胶黏剂一般由黏料、固化剂、催化剂、增韧剂、增黏剂、填料、稀释剂和稳定剂等组成。黏料是不可缺少的主要成分,其余成分要根据胶黏剂的性能和要求决定是否加入。
黏料又称胶料或基料,对胶黏剂的胶接强度、耐热性、耐蚀性等性能起着决定性的作用。以动物骨皮、松香、天然橡胶等天然高分子化合物为黏料的胶黏剂称为天然胶黏剂,以合成高分子化合物为黏料称为合成高分子胶黏剂,它可分为以下三类:
(1)合成树脂类:包括环氧树脂、酚醛树脂、聚氨酯树脂、聚酰胺树脂等。
(2)合成橡胶类:有丁腈橡胶、聚硫橡胶、氯丁橡胶、氯磺化聚乙烯等。
(3)混合物或共聚物类:即前两类的混合型,有酚醛-丁腈、环氧-丁腈等。
固化剂会影响胶黏剂胶接强度、耐热性等使用性能,常用的固化剂有胺类、低分子聚酰胺、咪唑类和胺类与其他化合物反应所制得的固化剂等。
增韧剂用以降低胶黏剂的脆性,提高其韧性,常用的有苯二甲酸二丁脂、磷酸三甲苯脂等低分子有机液、聚酰胺与聚乙烯醇缩醛等合成树脂,以及丁腈与聚硫等合成橡胶。
稀释剂是一种能降低胶黏剂黏度的组分,能增强胶接剂对工件表面的浸润能力,并使胶黏剂便于施工。环氧树脂胶常用的稀释剂有戊醇、二甲苯、丁基缩水甘油醚、苯基缩水甘油醚等。
催化剂是用于缩短固化时间、降低固化温度的物质。填料可提高胶接强度和耐热性,并使胶接层热膨胀系数和收缩率降低,同时也可提高胶黏剂的黏度。常用的填料有金属粉末及玻璃纤维、石棉等非金属的长、短纤维及其他添加剂。
2.胶黏剂的种类
胶黏剂的品种繁多,应用十分广泛,按其用途可分为以下四类:
(1)结构胶:结构胶主要用于受力部位的连接,如航空航天(图10~60)、汽车、船舶及各种机械设备的连接件(图10-61)。常用的品种有三种:酚醛-丁腈结构胶,可在-50~200℃下长期工作,交界的抗剪强度可达30MPa以上,韧性与耐老化性很好,但胶接工艺较复杂,固化时需加热到150℃左右。
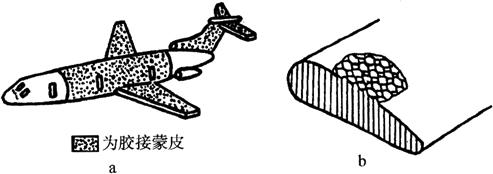
图10-60 飞机零件的胶接(单位:mm)
a.胶接蒙皮 b.胶接机翼蜂窝结构
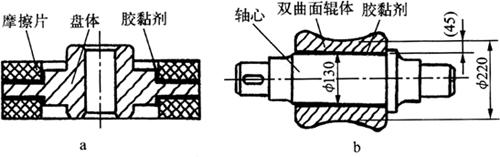
图10-61 机械设备上连接件的胶接(单位:mm)
a.制动摩擦盘 b.钢管矫直辊
环氧-丁腈结构胶,不含任何溶剂,胶接强度很高,用于胶接飞机机翼的蜂窝夹层结构(图10-60b),性能十分良好。环氧树脂结构胶,因添加聚砜作增韧剂,可使抗剪强度达40MPa以上,耐疲劳和冲击性良好,属高强度结构胶,可用于石油钻杆及硬质合金刀片等的胶接,如图10-62a、b所示。

图10-62 刀具及容器的胶接(单位:mm)
a.硬质合金铰刀 b.小砂轮 c.试验台真空筒的密封
(2)密封胶:可补充或替代某些固体密封件,并具有良好的密封效果,可用于平面、圆柱面、管接头、飞机与轿车挡风玻璃、车身曲线边缘等的密封。如尼龙密封胶的使用温度为-50~250℃,可用于油箱、齿轮箱、煤气管道等连接处的密封。
环氧树脂密封胶可在200℃下长期使用,主用于高真空容器的堵漏和密封(图10-62c),以及激光发生器的胶接和密封等。丁腈橡胶密封胶具有良好的耐油、耐热、耐水和耐老化性能,使用温度可达250℃,当连接面间隙较大时可与固体密封件并用。
(3)修补胶:利用胶接技术对机件、容器、铸件等进行修补,如环氧树脂胶既可修补,还有胶接、密封、绝缘等功用,可修补飞机的油箱和外蒙皮等。厌氧胶在空气中有良好的流动性和渗透性,一旦隔绝空气便迅速固化,耐酸、碱、盐和水,收缩率小,密封性好,耐冲击振动,可用于浸涂铸件,修补微细孔和裂纹(图10-63),以及紧固、密封和胶接等。

图10-63 胶接修补裂纹(单位:mm)
a.加镶块补裂 b.轧辊补裂
(4)特种胶:特种胶有导电胶、导磁胶和导热胶等。导电胶主要用于不能采用锡焊的电子设备、仪器仪表中,以及电缆接头的连接、印刷线路等的修复,还有能耐1500℃高温导电胶,可胶接炼钢炉内的炭棒。导磁胶与导电胶相似,导热胶主要用于需导热或散热零件间的连接。
(二)胶接工艺及接头
1.胶接工艺
胶接工艺过程:确定部位→表面处理→涂胶→凉置→胶合→清理→固化→检验及整修。不同的胶接条件,工艺也不尽相同。工艺选择是否恰当,直接影响胶接质量。尤其,涂胶一般应在温度为15~30℃、湿度小于70%~75%的条件下进行,胶层不宜太厚应均匀,一般应控制在0.08~0.15mm,且掌握好固化温度、压力及时间。
2.胶接接头
胶接接头形式的设计,应尽量使胶层承受压缩力、剪切力、拉伸力的能力较大,避免剥离和不均匀扯离,尽可能增大胶接面积,以增加胶接结构承载能力,并选择合理的胶接工艺。常用的接头形式及比较如图10-64~图10-66所示。

图10-64 平板接头形式及比较

图10-65 角接接头形式及比较

图10-66 圆柱及圆管接头形式及比较
(三)胶接的特点
胶接密封性能好,接头具有耐腐蚀和绝缘等性能,且接头应力分布均匀,耐疲劳性能好。胶接工艺简单,可实现大面积的连接,且适用性广,其应用不受材料类型的限制。与焊接相比避免了高温,可保证不降低被胶接件基本材料的性能。
然而,金属的胶接强度低于焊接,如钢件胶接接缝的抗拉强度只可达30MPa,远低于熔化焊;胶黏剂的耐热性差,使高温环境中工作的机件上应用胶接技术受到限制,而且胶接质量难以控制和检验,在使用过程中胶接层易老化,使胶接强度降低,胶接接头被破坏。