降低卷烟焦油量的方法
出处:按学科分类—工业技术 广东经济出版社;中国轻工业出版社《烟草工业手册》第526页(12104字)
降低卷烟焦油量的方法包括:减少每支卷烟燃烧物的质量(重量),减少吸烟时通过燃烧锥的空气量,将主流烟气中的粒相物质截留和减少烟支的抽吸口数。
(一)选择合适的烟叶原料与提高烟丝填充值
1.选择合适的烟叶原料
不同产地、类型、部位及等级的烟叶因组织结构、化学组成不同,其密度和燃烧性能有很大差异。燃烧后焦油产生量明显不同。见表6-4-1所示。
表6-4-1 烤烟(40级)烟叶理化特性试验结果


注:试验条件:1.试验烟叶为河南省1993年烤烟(40级)国家标准仿制样品。
2.吸湿性以平衡含水率表示。
3.样品平衡环境:温度(22±2)℃,相对湿度(60±5)%。
4.焦油测定:标准吸烟条件:烟丝宽度0.8mm,烟支规格70mm×25mm。
单支质量(重量)允差 ±0.02g,烟支吸阻(588±245)Pa。
2.提高烟丝填充能力
提高烟丝填充能力是减少烟丝用量、降低卷烟焦油量的重要途径。烟丝的长度、宽度和含末量直接影响着烟丝的填充能力和卷烟焦油量。
填充能力与烟丝长度、单支含丝量、烟丝含末量的关系见图6-4-1,图6-4-2及图6-4-3所示;烟丝宽度与烟丝填充值的关系见图6-4-4所示。

图6-4-1 烟丝长度对填充能力的影响

图6-4-2 烟丝填充能力与单支含丝量的关系

图6-4-3 烟丝含末量对填充能力的影响

图6-4-4 烟丝宽度与烟丝填充值的关系
试验条件:空气温度20℃ 相对湿度65%
河南中三含水率:12.3%~12.85%
云南中三含水率:11%~12%
在烟丝填充能力较低的范围内,即使填充能力稍有增大也会大量降低单支含丝量;烟丝填充能力分别在6cm3/g和3cm3/g时,填充能力增加0.5cm3/g,单支含丝量分别降低0.05g/支和0.17g/支。
利用膨胀烟丝和膨胀梗丝,能有效提高烟丝的填充能力。卷烟单箱耗丝量减少;抽吸口数减少,可有效减少烟气焦油量。
膨胀烟丝与卷烟单支含丝量、烟气焦油量的关系,见图6-4-5及图6-4-6所示。

图6-4-5 膨胀烟丝与单支含丝量的关系

图6-4-6 膨胀烟丝与烟气焦油减少率的关系
3.利用烟草薄片
不同工艺方法制造的薄片,对降低卷烟焦油的效果有较大差异。造纸法生产的薄片密度小,有较高的填充能力和较强的燃烧性能,其焦油量约为天然烟叶的50%。辊压法生产的薄片密度大,降低焦油的效果较差。
辊压法和造纸法薄片降低卷烟焦油量的效果,见表6-4-2及图6-4-7所示。
表6-4-2 辊压法薄片与卷烟焦油量的关系

注:试验条件:标准吸烟条件。
烟支规格:84(20+64)mm×24.5mm,滤嘴吸阻540Pa。
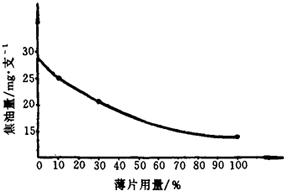
图6-4-7 造纸法薄片对焦油量的影响
(二)减少通过燃烧锥的空气量
烟支主流烟气中的各种组分分别来源于烟支燃烧时的产物和不经燃烧锥直接进入烟支中的空气。部分空气直接进入烟支,减少通过燃烧锥的空气量,降低了各种燃烧产物在每口烟气中的相对量。
1.提高卷烟纸透气度
自然孔隙度卷烟纸、静电穿孔卷烟纸与烟气焦油量的关系,见图6-4-8所示。

图6-4-8 卷烟纸透气度对烟气焦油量的影响
烟支抽吸过程中,前后抽吸的烟气稀释率不同,见图6-4-9所示。

图6-4-9 卷烟纸透气度对稀释率的影响
2.通风稀释
通风稀释是指通过在卷烟滤嘴上打孔形成通风滤嘴,将空气引入卷烟的主流烟气中,使主流烟气中所有成分的相对量降低,同时降低经燃烧锥进入烟支的气流速率,提高滤嘴的过滤性能,减少烟气焦油量。由通风滤嘴取得的烟气稀释率在烟支整个抽吸过程中相对稳定。
通风滤嘴组成结构和通风滤嘴截面结构,见图6-4-10及图6-4-11所示。

图6-4-10 通风滤嘴组成结构示意图

图6-4-11 通风滤嘴截面结构示意图
(1)滤嘴打孔方式:滤嘴打孔通常分为在线打孔和接装纸预打孔两种方式。
①在线打孔:在线打孔是指烟支在接装后打孔。采用机械和激光打孔。机械打孔已被淘汰;目前世界上有10%左右的通风滤嘴卷烟采用在线激光打孔。
②接装纸预打孔:预打孔的接装纸与高透气度成型纸成型的滤棒或无包纸滤棒组成通风滤嘴。为保证接装纸的打孔位置不被粘接剂堵塞,接装纸打孔位置不能上胶。
接装纸预打孔采用机械、静电和激光打孔三种方法。机械及静电打孔很少使用;激光打孔应用广泛。
激光预打孔接装纸型式,见图5-3-1所示。
(2)通风稀释率:通风稀释率的测定,见图6-4-12所示。

图6-4-12 通风稀释率测定示意图
通风稀释对主流烟气的影响取决于通风稀释率。通风稀释率指经滤嘴通风孔进入主流烟气中的空气体积与主流烟气总体积的百分比。用下列公式表示:

式中 D——滤嘴通风稀释率,%;
Vf——经滤嘴通风孔进入主流烟气中的空气体积,mL;
Vt——主流烟气总体积,mL。
滤嘴通风稀释率也可以烟支各段的吸阻为参数,运用理论公式计算。烟支各段吸阻测量位置,见图6-4-13所示。


图6-4-13 吸阻测量位置示意图
①滤嘴通风稀释率——单排孔

②滤嘴通风稀释率——多排孔

③滤嘴通风稀释率——多孔性接装纸

④烟条通风稀释率——多孔性卷烟纸、非多孔性接装纸

⑤烟条通风稀释率——多孔性卷烟纸、通风滤嘴

⑥总通风稀释率——D=Dt+Dt
式中 △Q——稀释气流量,cm3/s;
Q——出口端总气流量,cm3/s;
△po——不封闭时烟支吸阻,Pa;
△pe——全封闭时烟支吸阻,Pa;
△pc——滤嘴封闭时烟支吸阻,Pa;
△pf——滤嘴头封闭时嘴头吸阻,Pa
L1——嘴端到通风孔的距离,mm;
Lf——滤嘴长度,mm
△L——相邻两排通风孔之间的距离,mm;
Lc——外包接装纸的长度,mm;
Lo——未包接装纸的烟条长度,mm;
n——打孔排数;
Df——滤嘴通风稀释率,%;
Dt——烟条通风稀释率,%。
(3)通风稀释率对主流烟气的影响:烟气经过通风稀释后,主流烟气中所有成分的相对量相应降低。通风稀释对烟气的影响不仅仅是简单的稀释卷烟烟气,同时也影响烟支燃烧性、滤嘴过滤性能及主流烟气在运动中的变化。稀释后的主流烟气各成分因理化特性不同,其降低的幅度也不同。
烟支总通风稀释率与主流烟气中主要成分减少率的关系,滤嘴通风稀释率与抽吸口数的关系,见图6-4-14,表6-4-3及图6-4-15所示。

图6-4-14 烟支总稀释率与主流烟气中主要成分减少率的关系
表6-4-3 不同稀释率条件下主流烟气中主要成分的比率


图6-4-15 滤嘴通风稀释率与抽吸口数的关系
(4)影响通风稀释率的因素:
①烟支吸阻:烟支各部分气流阻力决定着烟支的通风稀释率。通风滤嘴卷烟中,存在有四个基本阻力,见图6-4-16所示。

图6-4-16 通风滤嘴气流阻力示意图
Ft-入口端气流量 Rt-烟条阻力 Fu-通气燃烧端进入卷烟中的气流量 Rv-通风孔隙阻力 Fv-稀释气流量 -孔带上部阻力 R2-孔带下部阻力
-孔带上部阻力 R2-孔带下部阻力
在标准吸烟条件下,入口端气流量为轴向和径向流量之和。轴向流量取决与烟条阻力Rt和孔带下部阻力R2。若 与R2之和大,轴向流量小,稀释率增大;若Rt与R2之和小,气流主要由轴向方向进入,稀释率减小。打孔位置离烟条越远,孔带下部阻力R2越大,气流从径向进入量越多,稀释率越大。
与R2之和大,轴向流量小,稀释率增大;若Rt与R2之和小,气流主要由轴向方向进入,稀释率减小。打孔位置离烟条越远,孔带下部阻力R2越大,气流从径向进入量越多,稀释率越大。
滤嘴吸阻、烟条吸阻、孔带位置对滤嘴通风稀释率的影响,见图6-4-17,图6-4-18及图6-4-19所示。

图6-4-17 滤嘴吸阻对滤嘴通风稀释率的影响
试验条件:烟支规格:84(21+63)mm×25mm
卷烟纸透气度:25Coresta 烟条吸阻:544Pa
孔带透气度:604Coresta 孔带宽度:7mm
孔带距嘴端距离:10mm

图6-4-18 烟条吸阻对滤嘴通风稀释率的影响
试验条件:烟支规格:84(21+63)mm×25mm
卷烟纸透气度:25Coresta 滤嘴吸阻:440Pa
孔带透气度:400Coresta 孔带宽度:7mm
孔带距嘴端距离:10mm

图6-4-19 孔带位置对滤嘴通风稀释率的影响
试验条件:孔带透气度及孔带宽度一定
烟支规格:84(21+63)mm×25mm
卷烟纸透气度:25Coresta 滤嘴吸阻:440Pa
烟条吸阻:544Pa
②孔隙面积:打孔接装纸的孔隙面积与滤嘴通风稀释率呈正相关。在预打孔接装纸与高透气度成型纸成型的滤棒组成的通风滤嘴中,孔隙面积对稀释率的影响因滤棒成型纸透气度的不同而不同。在无包纸滤棒通风系统中,通风稀释率完全由接装纸孔隙面积决定。通常接装纸孔隙面积每增加50%,稀释率增加25%左右;反之亦然。对于滤嘴在线打孔,通风稀释率与滤棒成型纸的透气度无关,只取决于激光打孔器和接装机的运行状态。
在滤棒成型纸透气度足够大的条件下,打孔接装纸的孔带宽度、孔隙总面积、通风孔带透气度对滤嘴通风稀释率的影响见图6-4-20,图6-4-21及图6-4-22所示。

图6-4-20 孔带宽度对滤嘴通风稀释率的影响
试验条件:孔带透气度一定
烟支规格:84(21+63)mm×25mm
卷烟纸透气度:25Coresta 滤嘴吸阻:440Pa
烟条吸阻:544Pa 孔带距嘴端距离:10mm

图6-4-21 孔隙面积对滤嘴通风稀释率的影响
试验条件:〇孔径0.5mm△孔径0.4mm□孔径0.3mm
无包纸滤棒滤嘴长度:25mm
烟支吸阻:1235Pa

图6-4-22 孔带透气度对滤嘴通风稀释率的影响
试验条件:烟支规格:84(21+63)mm×25mm
卷烟纸透气度:25Coresta,滤嘴吸阻:440Pa
烟条吸阻:544Pa,孔带宽度:7mm
孔带距嘴端距离:10mm
③卷烟纸透气度:卷烟纸透气度对烟支总稀释率(D)、滤嘴稀释率(Df)及烟条部分稀释率(Dt)的影响,见图6-4-23所示。

图6-4-23 卷烟纸透气度对滤嘴和烟条及总稀释率的影响
试验条件:孔带透气度一定
烟支规格:84(21+63)mm×25mm
滤嘴吸阻:440Pa 烟支吸阻544Pa
孔带宽度:7mm 孔带距嘴端距离:10mm
④滤棒成型纸与打孔接装纸的关系:烟支压降一定时,滤嘴通风稀释率受滤棒成型纸透气度和打孔接装纸透气度影响,且随滤棒成型纸和接装纸透气度的增加而增大。接装纸透气度较大时,滤棒成型纸透气度对稀释率影响较大;接装纸透气度较小时,滤棒成型纸透气度对稀释率影响较小。滤嘴通风稀释率由较小透气度的成型纸或接装纸所决定;通过调节较小透气度的成型纸或接装纸透气度控制通风稀释率。多数情况下成型纸是高透气度的,通过改变接装纸的透气度调节通风稀释率。
滤棒成型纸和打孔接装纸与滤嘴通风稀释率的关系,见图6-4-24所示。

图6-4-24 滤棒成型纸和打孔接装纸与滤嘴通风稀释率的关系
1-接装纸透气度:100Coresta
2-接装纸透气度:500Coresta
3-接装纸透气度:1000Coresta
4-接装纸透气度:2000Coresta
5-接装纸透气度:3000Coresta
6-接装纸透气度:4000Coresta
⑤涂胶辊:采用接装纸预打孔通风滤嘴,在要求打孔接装纸与滤棒成型纸合理搭配的同时,接装烟支时尚需确保接装纸上的通风孔不被胶粘剂堵塞。特制的上胶辊涂胶可跳开预先打孔部位,实现“间隔涂胶”。滤嘴在线打孔对涂胶辊无特殊要求。
间隔涂胶辊见图6-4-25所示。

图6-4-25 间隔涂胶辊示意图
(5)在不同滤嘴通风稀释率条件下,自然孔隙度卷烟纸对烟气焦油量的影响,见图6-4-26所示。

图6-4-26 不同滤嘴稀释率条件下卷烟纸自然透气度对烟气焦油量的影响
(三)截留主流烟气中的粒相物质
1.滤嘴的过滤效率
滤嘴对主流烟气中粒相物质的截留特性用过滤效率表示。它指滤嘴截留主流烟气中的粒相物质量与进入滤嘴主流烟气粒相物质总量的百分比。用下列公式表示:

式中 E——滤嘴的过滤效率,%;
a——进入滤嘴主流烟气粒相物质总量;
b——滤嘴截留的主流烟气中的粒相物质量,分别是焦油、烟碱和水分等物质量。
醋酸纤维滤嘴的过滤效率也可根据滤嘴的物理参数,运用经验公式计算,其公式如下:

式中 E——过滤效率(烟气、烟碱、焦油等物质),%;
L——滤嘴长度,mm;
△p——在17.5cm3/s流量下滤嘴的吸阻,Pa;
C——滤嘴周长,mm;
pL——单丝特数,g/km;
A、B、D——常数,其数值见表6-4-4。
表6-4-4A、B、D常数值表

滤嘴吸阻随滤棒质量(重量)、滤嘴长度、单丝表面积及纤维卷曲度的增加而增大。滤嘴吸阻由下列公式得出:

式中 △p——滤嘴吸阻,Pa;
Q——容积流量,cm3/s;
L——滤嘴长度,mm;
S——纤维比表面积,m2/g;
a——纤维体积分数(无单位);
m——纤维质量(重量),g;
C——滤嘴周长,mm;
p——聚合物密度,g/cm3;
p′L——单丝特数,g/km;
b——粘接系数,无单位;
θ——平均卷曲角;
TL——纤维总特数,g/km。
2.影响滤嘴过滤效率的因素
(1)滤嘴吸阻:滤嘴吸阻增加,烟气在滤嘴中的运动阻力增大,与过滤材料的碰撞机会增多,对粒相物的截留量增加。
滤嘴吸阻对焦油过滤效率的影响,见图6-4-27所示。

图6-4-27 滤嘴吸阻对焦油过滤效率的影响
试验条件:烟条吸阻:588Pa
复合滤嘴:20mm(6mm醋纤嘴+14mm纸嘴)
(2)单丝特数:同一丝束的总特数不变时,单丝特数增加,被过滤物质与过滤材料碰撞机会减少;单丝特数与过滤效率呈负相关。
单丝特数对过滤效率的影响,见图6-4-28所示。

图6-4-28 单丝特数对过滤效率的影响
试验条件:烟支规格:84(20+64)mm×24.65mm
1-纤维填充率 0.60g/120mm 2-纤维填充率 0.65g/120mm 3-纤维填充率 0.70g/120mm 4-纤维填充率 0.75g/120mm 5-纤维填充率 0.80g/120mm
(3)滤嘴长度:同一规格的滤嘴对烟气成分的过滤效率与滤嘴长度成正比关系。滤嘴长度增加,吸阻增大,过滤效率提高。
滤嘴长度对过滤效率的影响,见图6-4-29所示。

图6-4-29 滤嘴长度对过滤效率的影响
试验条件:烟支规格:84(20+64)mm×24.65mm
纤维单丝特数:3.3截面形状:Y
纤维填充率同:图6-4-28
(4)其他因素:滤嘴周长、硬度、增塑剂用量、丝束截面面积、卷曲度均影响滤嘴的过滤效率,且与过滤效率呈正交。
(5)复合-通风滤嘴:复合-通风滤嘴及通风槽滤嘴结构,见图6-4-30及图6-4-31所示。

A-无包纸醋酸纤维滤嘴段 B-涂碳粉醋酸纤维滤嘴段 C-多孔/无孔成型纸 D-多孔/无孔接装纸

A-无包纸醋酸纤维滤嘴段 B-含有碳粒的醋酸纤维滤嘴段

A-无包纸醋酸纤维滤嘴段 B-有包纸醋酸纤维或纯纤维素段 C-含有碳粒的空腔

A-无包纸醋酸纤维滤嘴段 B-含有碳粒的醋酸纤维或纯纤维素段
图6-4-30 (活性炭)复合-通风滤嘴结构示意图

图6-4-31 通风槽滤嘴结构示意图
A-带槽纹管滤嘴 B-热成型沟槽滤嘴 C-多孔沟槽滤嘴 D-波纹带滤嘴
(四)减少烟支抽吸口数
1.卷烟纸透气度对抽吸口数的影响
自然孔隙度卷烟纸透气度增大,烟支静燃速度加快,抽吸口数减少;透气度达到80Coresta左右,烟支静燃速度趋于稳定。静电打孔卷烟纸透气度不影响烟支静燃速度,透气度增大,抽吸口数增加。
自然孔隙度卷烟纸与静电打孔卷烟纸对烟支静燃速度和抽吸口数的影响,见图6-4-32及图6-4-33所示。

图6-4-32 自然孔隙度与静电打孔卷烟纸对烟支静燃速度的影响

图6-4-33 自然孔隙度与静电打孔卷烟纸对烟支抽吸口数的影响
2.助燃剂对抽吸口数的影响
助燃剂不仅能改善烟支的燃烧条件,使烟支充分燃烧,降低每口抽吸产生的焦油量;同时能提高烟支静燃和吸燃速度,减少抽吸口数。
卷烟中常用助燃剂主要是碱金属的有机酸盐类,如柠檬酸盐(柠檬酸钠,柠檬酸钾)、乙酸钠、草酸钾、酒石酸钾钠等。
助燃剂对烟支静烧速度、抽吸口数和焦油量的影响,见图6-4-34,图6-4-35,图6-4-36及图6-4-37所示。

图6-4-34 助燃剂(柠檬酸盐)对烟支静燃速度的影响(40Coresta卷烟纸)

图6-4-35 助燃剂(酒石酸钾钠)对烟支静燃速度的影响

图6-4-36 助燃剂(柠檬酸盐)对烟支抽吸口数的影响(40Coresta卷烟纸)

图6-4-37 助燃剂(柠檬酸盐)对卷烟焦油量的影响(40Coresta卷烟纸)