卷烟工艺流程图例
出处:按学科分类—工业技术 广东经济出版社;中国轻工业出版社《烟草工业手册》第568页(5223字)
(一)科马斯(COMAS)制丝工艺流程
1.COMAS制丝工艺流程图
见图7-3-1所示。
2.流程适应的产品范围
烤烟型卷烟,混合型卷烟。
3.流程适用的烟叶原料
扎把烤烟,扎把晾晒烟,香料烟,烟草薄片丝,回收烟丝。
4.流程的技术特点
(1)采用切尖、解把、卧式打叶。白肋烟叶与烤烟烟叶共用一条打叶线加工。
(2)烟梗丝经回潮筒加温加湿后由膨胀塔膨胀处理;叶丝经超级回潮筒加温加湿后由顺流式烘丝机进行全配方膨胀处理。
(3)白肋烟叶片烘焙前后两次加料;烘焙后与烤烟叶片在配叶柜前定量掺配。膨胀梗丝与叶丝在加香前按比例掺配。
(二)豪尼(Hauni)制丝工艺流程
1.Hauni制丝工艺流程图
见图7-3-2所示。
2.流程适应的产品范围
烤烟型卷烟,混合型卷烟。
3.流程适用的烟叶原料
扎把烤烟,扎把白肋烟,香料烟,薄片烟丝,回收烟丝。
4.流程的技术特点
(1)切尖后立式打叶。白肋烟叶与烤烟烟叶共用一台打叶机加工。立式打叶机有占地面积少、投资较小等优点,但在制品碎损较高。
(2)切梗丝前采用两次HT蒸汽隧道回潮;叶丝全配方膨胀及梗丝膨胀过程中仍采用HT蒸汽隧道回潮。蒸汽隧道(流化床)回潮有结构简单、体积小和良好的加温加湿效果。
(3)叶丝全配方膨胀与梗丝膨胀过程中,均采用滚筒式顺流烘丝机快速干燥。
(4)白肋烟叶片烘焙前后两次加料,与烤烟叶片在配叶前定量掺配。膨胀梗丝与叶丝在加香前按比例掺配。
(三)莱格(Legg)制丝工艺流程
1.Legg制丝工艺流程图
见图7-3-3所示。
2.流程适应的产品范围
烤烟型卷烟,混合型卷烟。
3.流程适用的烟叶原料
未扎把烤烟,未扎把白肋烟,香料烟,烟草薄片丝,回收烟丝。
4.流程的技术特点
(1)该流程适用于散叶全叶打叶。白肋烟与烤烟共用一台三级打叶机组加工。三级打叶与四级打叶相比,有占地面积较少及能耗稍低等优点,但在制品的造碎率、叶中含梗率及梗中含叶率稍高。
(2)白肋烟叶片与烤烟叶片在加料前均无筛分处理,对加料筒的清理及碎片的有效利用均有一定影响。
(3)白肋烟叶片烘焙前加里料,与烤烟叶片定量掺配后再加料,减少了一道加表料工序。
(4)尽管该流程与图7-3-1,图7-3-2大同小异,但各工序选用设备性能不同,对在制品的质量与消耗均有一定差距。

图7-3-1 COMAS制丝工艺流程图(制丝能力3000kg/h)

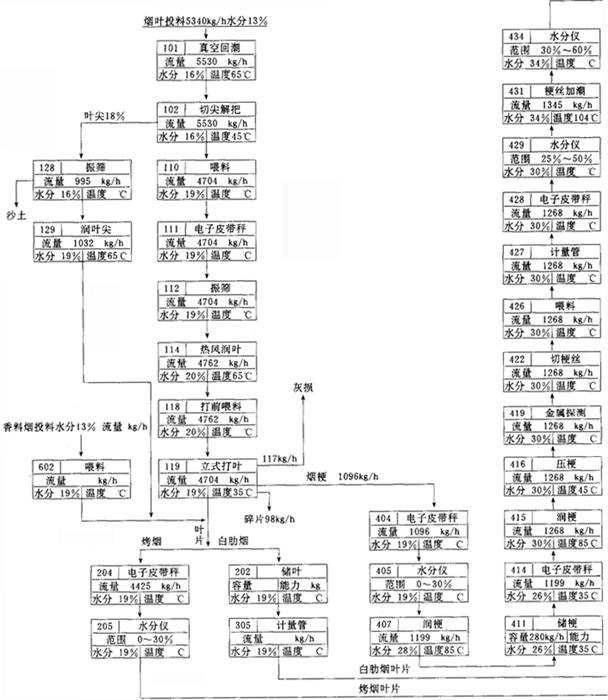
图7-3-2 Hauni制丝工艺流程图(制丝能力5000kg/h)

(四)加必欧(奎斯特)[Garbuio(Quester)]制丝工艺流程
1.GARBUIO(Quester)制丝工艺流程
见图7-3-4所示。

图7-3-3 Legg制丝工艺流程(制丝能力3000kg/h)

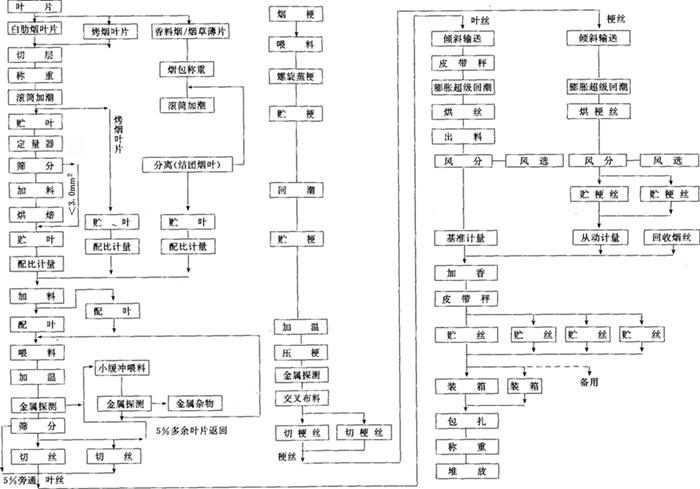
图7-3-4 GARBUIO(Quester)卷烟制丝工艺流程图
2.流程适应的产品范围
混合型卷烟。
3.流程适用的烟叶原料
白肋烟叶片,烤烟叶片,香料烟,烟草薄片,烟梗,回收烟丝。
4.流程的技术特点
(1)该流程采用直接滚筒加潮法(DCC法)处理白肋烟叶片、烤烟叶片、香料烟及烟草薄片。当这些原料解包后,经过垂直或水平分切烟块和计量,直接由滚筒回潮至贮叶工序的含水率。
(2)白肋烟叶片经过加里料、烘焙处理和贮叶后,与烤烟叶片、香料烟叶及烟草薄片进行比例掺配和加料,同样减少了一道加表料工序。
(3)梗丝经加温加湿后由顺流式烘丝机膨胀处理;叶丝经加温加湿后同样由顺流式烘丝机进行全配方膨胀处理。膨胀梗丝与叶丝按比例掺配。
(4)贮后烟丝可装箱打包,也可直接输送至卷接包工序。
(五)菲利普·莫里斯(P·M)制丝工艺流程
1.菲利普·莫里斯制丝工艺流程
菲利普·莫里斯公司混合型卷烟工艺流程图见图7-3-5所示。
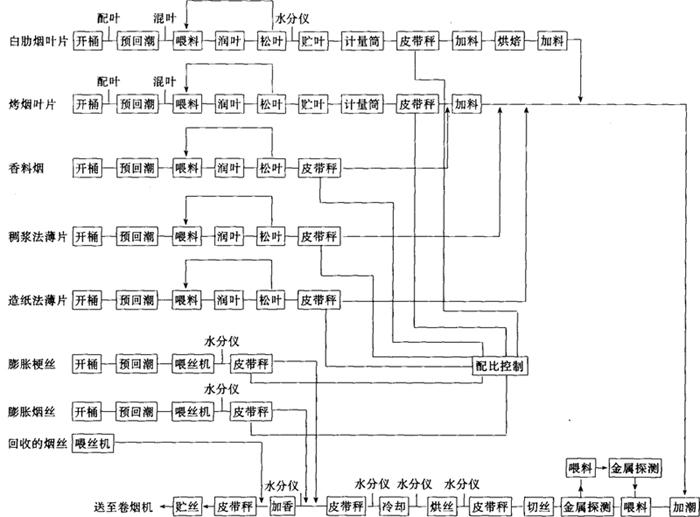
图7-3-5 美国菲利普·莫里斯公司混合型卷烟制丝工艺流程图
2.流程适应的产品范围
混合型卷烟。
3.流程适用的烟叶原料
烤烟叶片、白肋烟叶片、烟草薄片、香料烟、回收烟丝、膨胀烟丝、膨胀梗丝。
4.流程的技术特点
(1)投入流程中的原料全部经过了较好的初加工。流程中不仅没有打叶工序,也没有膨胀烟丝与膨胀梗丝等工序。尽管投入的原料品种较多,但全流程较简单。
(2)大部分烟叶原料经开桶、预回潮、喂料、润叶与松叶工序后,即按比例控制进行掺配;白肋烟叶片经加料烘焙后按比例控制掺配;膨胀烟丝与膨胀梗丝在烘丝工序后与叶丝按比例掺配。
(3)流程中没有设置配叶贮叶工序。各种烟叶掺配后,在加潮、切丝、烘丝等工序中有一定混合作用,各种成分的均匀混合,主要依靠配丝贮丝工序。这在设备运行稳定可靠、无需频繁更换卷烟生产牌号,也无需平衡缓冲前后设备生产能力的条件下,不设贮叶工序是可行的。
(六)小型卷烟厂制丝工艺流程
1.小型卷烟厂制丝工艺流程图
见图7-3-6,图7-3-7所示。
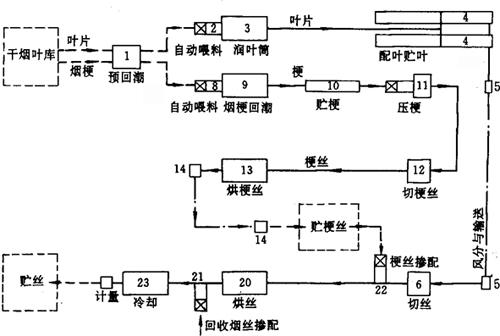
图7-3-6 小型卷烟厂制丝工艺流程图(一)

图7-3-7 小型卷烟厂制丝工艺流程图(二)
2.流程适应的产品范围
烤烟型卷烟、混合型卷烟等。
3.流程适用的烟叶原料
烤烟叶片、白肋烟叶片、烟草薄片、香料烟、回收烟丝、烟梗等。
4.流程的技术特点
(1)在生产规模较小,加工设备生产能力过剩的条件下,为有效运行和降低生产成本,精简了一部分工序,(如没有设置单一的加料与加香工序),或者将不同的在制品归并到了同一工序加工(如烟梗与叶片共用同一预回潮工序),是该流程的最大特点。
(2)图7-3-7比图7-3-6所示的工艺流程得到更进一步精简。叶片与烟梗的预回潮、润叶、切丝、烘丝均在同一工序加工,以配叶贮叶、贮梗和贮梗丝工序为平衡缓冲,交错加工。用尽可能少的工序和设备完成加工任务,并保持流程的正常运行。
(3)如果应用该流程生产混合型卷烟,则必须将白肋烟叶片预先进行加料烘焙处理;无论生产烤烟型或混合型卷烟,只有在润叶工序加料,在冷却工序加香。此外,该流程加工的烟丝欲获得较好的填充值,则应选用逆流式烘丝机加工。
(七)部分原料为复烤叶片的卷烟工艺流程
1.部分原料为复烤叶片的卷烟工艺流程
见图7-3-8所示。

图7-3-8 部分原料为复烤叶片的卷烟工艺流程图
注:▲-温度测量仪 ●-水分测量仪 s-沙土、碎烟末 L-小于3mm2 T-烟梗M-28日/25.4mm2 可筛过物Sr-梗块、梗签、杂物 ⊙-计量Ts-小于5mm2碎梗  -流量控控 ■-金属探测
-流量控控 ■-金属探测
2.流程适应的产品范围
烤烟型卷烟、混合型卷烟。
3.流程适用的烟叶原料
部分烟叶原料为扎把烤烟、扎把白肋烟,部分原料为烤烟叶片、白肋烟叶片、烟梗、烟草薄片(或薄片丝)、膨胀烟丝及回收烟丝。
4.流程的技术特点
(1)该流程对于烟叶原料有广泛的适应性。打叶复烤工艺在国内烟区尚未全面推广的情况下,部分原料为把烟是必然的。使用原料的广泛性,即可获得广泛的原料来源。
(2)烤烟打叶与白肋烟打叶为两条平行的生产线,不会造成顺序移动的停顿,但混合型卷烟生产较小的条件下,白肋烟打叶线的生产能力不能充分发挥。
(3)烘丝工序前面没有设置叶丝加温加湿(超级回潮)工序,欲得到较好的叶丝填充力,则需选用逆流式烘丝机加工。
(4)由于使用的原料种类多,初加工程度也不一致,导致流程中的加工、计量、掺配喂料与控制设备增多。适当精简与归并某些加工工序是有可能的。