二氧化碳气体(CO2)
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第162页(1683字)
CO2气体是氧化性保护气体,CO2有固态、液态、气态三种状态。纯净的CO2气体无色、无味。CO2气体在0℃和1大气压下,密度是1.9768g/L,是空气的1.5倍。CO2易溶于水,当溶于水后略有酸味。
CO2气体在高温时几乎全部分解, ,由于分解出原子态氧,因而使电弧气氛具有很强的氧化性。液态CO2是无色液体,其密度随温度变化而变化,当温度低于-11℃时比水重,高于-11℃则比水轻。CO2由液态变为气态的沸点很低(-78℃),所以工业用CO2都是使用液态的,常温下即可汽化。在0℃和1大气压下,1kg液态CO2可汽化成509升CO2气体[3,5]。
,由于分解出原子态氧,因而使电弧气氛具有很强的氧化性。液态CO2是无色液体,其密度随温度变化而变化,当温度低于-11℃时比水重,高于-11℃则比水轻。CO2由液态变为气态的沸点很低(-78℃),所以工业用CO2都是使用液态的,常温下即可汽化。在0℃和1大气压下,1kg液态CO2可汽化成509升CO2气体[3,5]。
焊接用的CO2气体为装入钢瓶的液态CO2,既经济又方便。CO2钢瓶规定漆成黑色,上写黄色“液化二氧化碳”字样。通常容量为40kg的标准钢瓶可灌装25kg的液态CO2。25kg液态CO2约占钢瓶容积的80%,其余2O%左右的空间充满了汽化的CO2。气瓶压力表上所指示的压力值是这部分气体的饱和压力。此压力大小和环境温度有关,温度升高,饱和气压增大;温度降低,饱和气压亦减小。只有当气瓶内液态CO2已全部挥发成气体后,瓶内气体的压力才会随着CO2气体的消耗而逐渐下降。一标准钢瓶中所盛的液态CO2可以汽化成12725升CO2气体,若焊接时气体消耗量为10L/min,则一瓶液态CO2可连续使用约24h。焊接时CO2气体流量的选择如表1-5-11所示。
表1-5-11 焊接时CO2气体流量的选择

标准气瓶满瓶时的压力为4900~6800KPa,随着使用中瓶内压力的降低,溶于液态CO2中水分的汽化量也随之增多。经验表明,当瓶中气体压力低于980KPa(温度为20℃),钢瓶中的CO2不宜再继续使用,因为此时液态CO2已挥发完,如继续使用,焊缝金属将产生气孔,必须重新灌气。
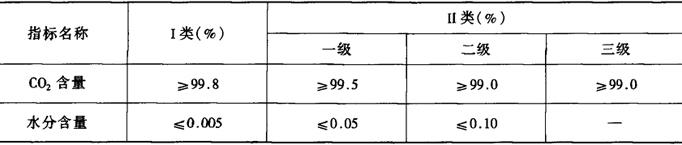
液态CO2中可溶解质量分数为0.05%的水,多余的水则呈自由状态沉于瓶底。这些水在焊接过程中随CO2一起挥发并混入CO2中,直接进入焊接区。水分是CO2气体中最主要的有害杂质,随CO2气体中水分的增加,焊缝金属中含氢量增高、塑性下降,甚至产生气孔等缺陷,因此焊接用的CO2气体必须具有较高的纯度,一般要求CO2>99%,O2<0.1%,H2O<0.05%。焊接用液态CO2的技术要求如表1-5-12所示。
表1-5-12 焊接用液态二氧化碳技术要求
如果生产现场使用的市售CO2气体水分含量较高、纯度偏低时,应该做提纯处理,经常采用的方法是[3]:
(1)将新灌CO2气体钢瓶倒立静置1~2h,使水分沉积在底部,然后打开倒置气瓶的气阀,根据瓶中含水量的不同,一般放水2~3次,每次放水间隔约30min,放水结束后将气瓶放正。
(2)经放水处理后的气瓶在使用前先放气2~3min,因为上部的气体一般含有较多的空气和水分,而这些空气和水分主要是灌瓶时混入瓶内的。
(3)在CO2供气管路中串接高压干燥器和低压干燥器,干燥剂可采用硅胶、无水氯化钙或脱水硫酸铜,以进一步减少CO2气体中的水分,用过的干燥剂经烘干后可重复使用。
(4)当瓶中气压降低到980kPa时,不再使用。
当通风不良或狭窄空间内采用CO2做保护气体施焊时,须加强通风措施,以免因CO2浓度超过国家规定的允许浓度(30g/m3),而影响焊工身体健康。