药芯焊丝气体保护焊设备
书籍:实用焊接技术手册
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第179页(680字)
1.药芯焊丝气体保护焊设备的特点
药芯焊丝气体保护焊设备与实芯二氧化碳设备基本相同,也是由电源、送丝机构、焊枪、焊接小车、气路系统及冷却水系统等组成。由于焊丝中药粉改善了电弧的特性,与一般二氧化碳焊相比,药芯气体保护焊对设备的动特性及静特性的要求均较低。焊接时既可采用直流电源,又可采用交流电源,采用直流电源时仍采用直流反极性接法。电源的外特性可以是平特性的(配等速送丝机构),也可以是下降特性的(配弧压反馈送丝机构)。
由于药芯焊丝是由薄钢带卷成,焊丝较软,刚性较差,因此对送丝机构的要求较高。一方面,送丝滚轮的压力不能太大,以防止焊丝变形,另一方面,要保证送丝稳定性,因此,通常采用多对主动送丝滚轮,以增加送进力。表1-5-26列出了几种国产药芯焊丝送丝机的技术参数。
表1-5-26 国产药芯焊丝送丝机的技术参数

2.药芯焊丝气体保护焊设备的技术参数
表1-5-27及表1-5-28给出了国产半自动药芯焊丝气体保护焊焊机的技术参数。
表1-5-27 国产药芯焊丝气体保护焊焊机的技术参数[3]
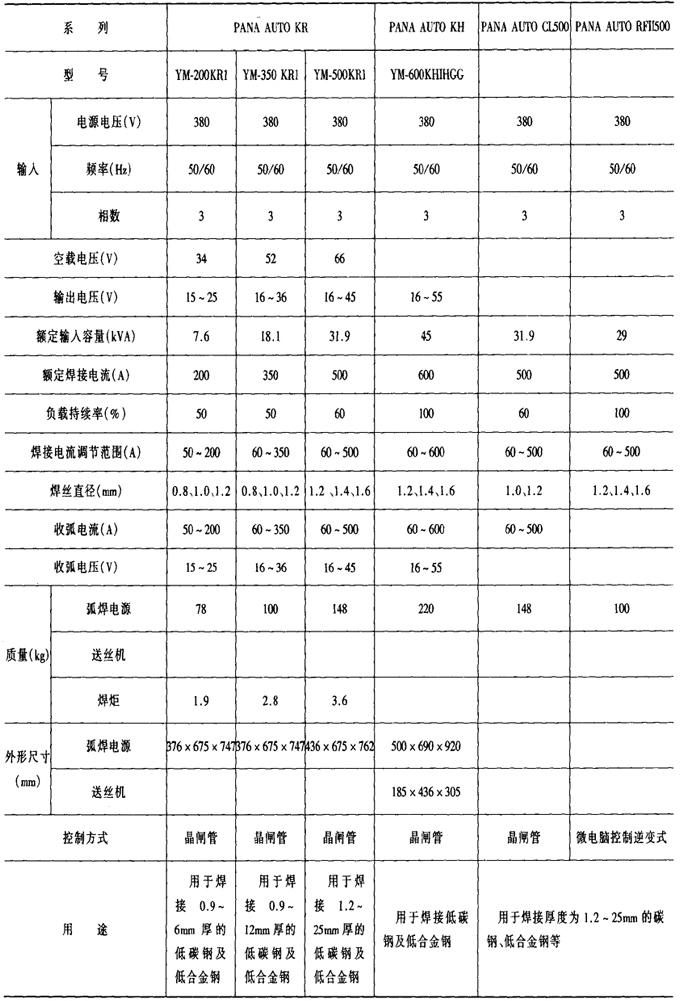
表1-5-28 IGBT逆变式药芯焊丝气体保护焊机的技术参数[3]

上一篇:药芯焊丝气体保护焊工艺参数的选择
下一篇:实用焊接技术手册目录