脉冲钨极氩弧焊的分类
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第216页(1314字)
根据电流的种类,脉冲TTG焊可分为直流TIG焊及交流TIG焊两种,前者用于焊接不锈钢,后者主要用于焊接铝、镁及其合金。根据脉冲频率范围,脉冲TIG焊分为高频脉冲TIG焊、中频脉冲TIG焊及低频脉冲TIG焊三种。
1.低频脉冲TIG焊
电流的频率范围为0.1~15Hz。这是目前应用最广泛的一种脉冲TIG焊机。在脉冲电流持续期间,焊件上形成点状熔池;脉冲电流停歇期间,利用基值电流维持电弧的稳定燃烧,降低加热焊件的线能量,并使熔池金属凝固,因此焊缝事实上是由一系列焊点组成。为了获得连续、气密的焊缝,两个脉冲焊点之间必须有一定的相互重叠,这要求脉冲频率f与焊接速度vw之间必须满足下式:

式中 Ld为相临两焊点的最大允许间距,单位为mm;
f为脉冲频率,单位为Hz;
vw为焊接速度,单位为mm·min-1。
2.中频TIG焊
频率范围为10~500Hz,其特点是小电流下电弧非常稳定,且电弧力不像高频TIG焊那样高,因此是手工焊接0.5mm以下薄板的理想设备。
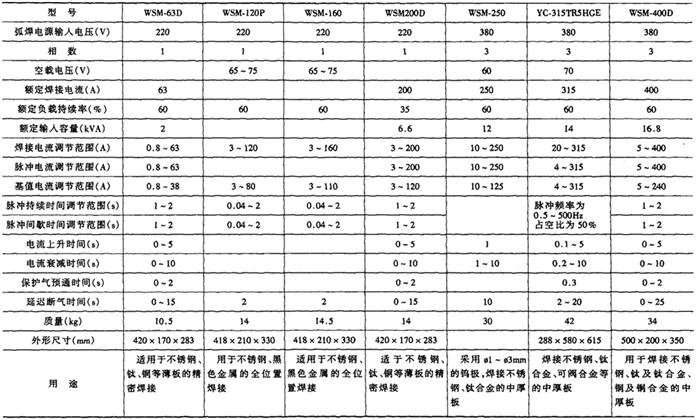
表1-6-33列出了国产低、中频脉冲手工TIG焊机的技术参数。表1-6-34列出了新型国产IGBT逆变式低、中频脉冲TIG焊机的技术参数。
表1-6-33 国产脉冲手工TIG焊机的技术参数[5]

表1-6-34 国产IGBT逆变式低、中频脉冲TIG焊机的技术参数[5]
3-高频TIG焊
频率范围为10~20kHz。这种设备的工艺特点是:电磁收缩效应增加,电弧刚性增大,高速焊时可避免因阳极斑点的黏着作用而造成的焊道弯曲或不连续现象;电弧压力大,电弧熔透能力增大;熔池受到超声波振动,其流动性增加,焊缝的物理冶金性能得以改善,有利于焊缝质量的提高;在较大的焊接速度下,能够保证焊道连续、不产生咬边和背面成形不良等缺陷。因此,这种设备特别适用于薄板的高速自动焊。
高频脉冲TIG焊工艺性能与一般TIG焊及等离子弧焊的比较如表1-6-35所示。
表1-6-36列出了国产高频脉冲TIG焊机的技术参数。
表1-6-35 高频脉冲TIG焊工艺性能与一般TIG焊及等离子弧焊的比较[7]

表1-6-36 国产高频脉冲TIG焊机的技术参数[5]
