铁素体不锈钢的焊接特点
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第555页(2819字)
铁素体不锈钢为Fe-Cr-C三元合金,铁素体形成元素(如Mo、Al或Ti等)较多,奥氏体形成元素(如C、Ni)含量较低。这类钢在熔点以下加热过程中几乎始终是铁素体组织,不能通过热处理强化。铁素体不锈钢成本低,抗氧化性好,尤其是抗应力腐蚀开裂性能强于奥氏体不锈钢。铁素体不锈钢在焊后冷却过程中不会出现奥氏体向马氏体转变的淬硬现象,但热影响区近缝区由于高温而促成铁素体晶粒粗大,明显降低接头的韧性,焊接性较差。随着真空和保护气氛精炼技术的发展,已经生产出间隙元素(C+N)含量极低、焊接性良好的超纯高铬铁素体不锈钢并得到日益广泛的应用[6]。焊接高铬铁素体不锈钢时最大的问题是焊接接头的晶间腐蚀和热影响区脆化。
(一)铁素体不锈钢焊接接头晶间腐蚀
1.高铬铁素体不锈钢
与奥氏体不锈钢相比,普通高铬铁素体不锈钢必须加热到950℃以上温度冷却,将产生敏化腐蚀,而在700~850℃短时保温退火处理,耐蚀性恢复。由1100℃水淬或空冷都产生严重腐蚀。因此普通高铬铁素体不锈钢焊接热影响区,由于受到热循环高温作用产生敏化,在强氧化性酸中产生晶间腐蚀。产生晶间腐蚀的位置在邻近焊缝的高温区。表2-4-34为热处理对Cr26(C≤0.2%,N≤0.25%)在沸腾硝酸溶液中腐蚀性能的影响。
表2-4-34 热处理对Cr26铁素体不锈钢腐蚀和塑性的影响[2]
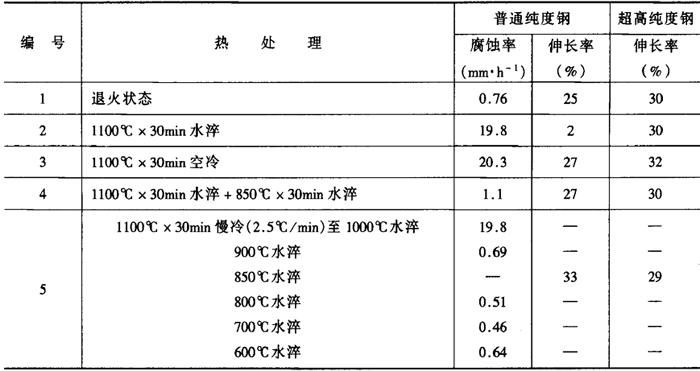
2.超纯铁素体不锈钢
(C+N)总含量是影响高铬铁素体不锈钢晶间腐蚀的最主要因素。超纯铁素体不锈钢由1100℃水淬后,腐蚀率很低,不产生晶间腐蚀,晶界上也无富铬碳化物和氮化物析出。由1100℃空冷,晶界上有碳、氮化物析出,晶间腐蚀严重。在900℃保温,析出物聚集长大并变得不连续,但没有晶间腐蚀。在600℃短时保温,晶界上有析出物,可能产生晶间腐蚀。在600℃长时保温,晶间上虽有析出物,但消除了晶间腐蚀。因此,晶界上富铬碳化物和氮化物析出与超纯铁素体不锈钢的晶间腐蚀不存在对应关系。
对高铬铁素体不锈钢最容易引起敏化的加热温度是1100~1200℃,正是碳、氮化物大量溶解的温度。冷却过程,约在950~500℃,过饱和的碳、氮将重新析出。这种析出是否引起贫铬现象与碳氮含量,即过饱和程度、冷却速度以及其他合金元素(如Mo、Ti、Nb等)含量有关。能引起敏化的温度区约在700~500℃。
防止晶间腐蚀措施有:
(1)控制化学成分:
①降低母材及焊缝的含C量,可采用超低碳母材(C≤0.03%)和超低碳焊丝(C≤0.02%)。
②将工件再次加热到650~850℃,并缓慢冷却,使晶粒内部的高铬原子能充分向晶界贫铬区扩散补充,可消除晶间腐蚀。
③在母材中加入强碳化物元素,如Ti(Ti=5×C%)、Nb等,通过Ti、Nb与C的结合降低碳的含量和避免形成Cr23C6,可以提高抗晶间腐蚀能力。
(2)工艺措施 通过采用小的线能量、强制冷却等方法,降低热影响区敏化温度区的停留时间,使之处于一次稳定状态。
(3)焊后热处理:
①固溶处理 加热到1050℃~1150℃,使Cr23C6重新溶入奥氏体中,然后通过水淬快冷,使之来不及析出,从而达到一次稳定状态。
②稳定化处理 加热到850℃,保温2小时,然后空冷,使Cr23C6充分析出,奥氏体中的Cr扩散均匀达到一次稳定状态,消除晶间腐蚀。
(二)热影响区脆化
铁素体不锈钢焊接热影响区脆化主要包括粗晶脆化、σ相脆化和475℃脆化。
(1)粗晶脆化 铁素体不锈钢在熔化前几乎不会发生相变,加热时有强烈的晶粒长大倾向。焊接时,焊缝和热影响区的近缝区被加热到950℃以上,产生晶粒严重长大,又不能用热处理的方法使之细化,降低了热影响区的韧性,导致粗晶脆化。一般来讲,晶粒粗化的程度取决于停留的最高加热温度和时间,因此,焊接时尽量缩短在950℃以上高温的停留时间。
(2)σ相脆化 σ相是一种Fe、Cr金属间化合物,具有复杂的晶体结构。如果焊后在850℃到650℃温度区间的冷却速度缓慢,铁素体会向σ相转化。在纯Fe-Cr合金中,Cr>20%时即可产生σ相。当存在其他合金元素,特别是存在Mn、Si、Mo、W时,会促使在较低含Cr量下形成σ相,而且可以由三元组成,如FeCrMo。σ相硬度高达38HRC以上,并主要析集于柱状晶的晶界,从而导致接头的韧性降低。
(3)475℃脆化 Cr含量超过15%的铁素体不锈钢,在430℃到480℃的温度区间长时间加热并缓慢冷却,就导致在常温时或负温时出现475℃脆化现象。造成475℃脆化的主要原因是在Fe-Cr合金系中以共析反应的方式沉淀析出富Cr的α′相(体心立方结构)所致。此外杂质的存在也会促进475℃脆化。
防止焊缝和热影响区的脆化措施:
①选用含有少量Ti元素的母材,以防止粗晶脆化。
②减小475℃脆化,无论是母材或焊缝金属均应最大限度地提高其纯度。
③采用小焊接线能量,缩短在950℃以上高温停留的时间,焊件避免用冲击整形[7]。
④缩短在475℃和σ相脆化温度区间停留的时间。一旦产生475℃脆化,可以在600℃以上短时加热,然后空冷。当产生σ相脆化,可采用加热到930~980℃后急冷的方法进行消除。
⑤采用不锈钢焊条时,预热温度一般不超过150℃。