撕裂膜的成型工艺
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第232页(1008字)
捆扎绳的工艺过程与扁丝管膜法平挤上吹的工艺过程基本相同,不同点仅仅在于:分切时宽度较大;卷取时不是卷绕在金属筒上,而是缠绕成球形或椭球形。
打包带可以看成对一根特殊的单丝进行成型,采用热水加热后进行拉伸,口模中心位置有一个偏平的孔。为了防止打包后打滑,打包带表面要轧花。轧花辊是一对表面有花纹的钢辊。轧花冷却后卷取,扁平的打包带卷取后形成饼状。
撕裂膜是将结晶塑料吹塑薄膜或挤出薄膜切成一定宽度的窄带,采用与单丝相同的方法热拉伸,得到强度高、伸长率小的窄带,可用于制造编织袋,其拉伸强度、抗冲击强度均比普通薄膜袋高。拉伸的窄带也可作为捆扎绳。撕裂膜的生产是从薄膜开始的,薄膜可用直接挤出和吹塑两种方法获得,其中吹塑法工艺流程见图11-14。
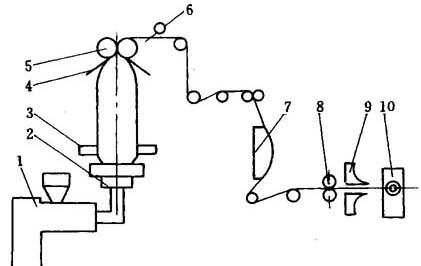
图11-14 聚丙烯撕裂膜工艺流程示意图
1-挤出机 2-机头 3-风环 4-人字板 5-夹辊及牵引辊 6-切刀 7-热拉伸板 8-拉伸辊 9-吹飞 10-卷取装置
吹塑法工艺的优点是薄膜横向强度较好,产量大,膜撕裂后的根数多。但切割时两边废料较多。现以吹塑法为例简述聚丙烯撕裂膜的生产设备及工艺。
挤出-吹塑薄膜的设备与上述吹塑薄膜下(或上)吹法制造PP扁丝的设备相同。热拉伸板与以上有所不同。弓形曲板1800mm×740mm,曲板弧度R22、R50mm,曲板内壁装有200W×66根(均布)的电阻加热片,由动圈式温度控制调节仪控制。吹飞装置安装在拉伸辊后,上、下各一件,唇缝为5mm×700mm,间隙为20mm,由离心式鼓风机供风。吹飞的作用,一是增加拉伸后的撕裂膜由拉伸辊向卷取装置前进的动力,二是防止撕裂膜卷绕在高速旋转的拉伸辊上。
PP的MFR通常为1~4g/10min为好。挤出温度:机身末段的温度为190℃,机身中前段的温度为250~270℃,机头温度为240~250℃,热拉伸板温度为100~140℃。泡管吹胀比2.1∶1。拉伸倍数为5,拉伸速度70~90m/min。