常用浇口形式与尺寸
出处:按学科分类—工业技术 中国轻工业出版社《实用注塑模设计手册》第102页(3848字)
浇口是连接分流道与型腔的一段细短的通道,它是浇注系统的关键部分。浇口的形状、数量、尺寸和位置对塑件的质量影响很大。浇口的主要作用有两个:一是塑料熔体流经的通道;二是浇口的适时凝固可控制保压时间。
4.2.2.1 常用浇口的形式及特点
(1)点浇口 点浇口又称橄榄形浇口或菱形浇口,是一种截面尺寸特小的圆形浇口,如图4-13所示。其中图4-13(a)是点浇口最初采用的形式,L1是主流道的长度,应比采用其它浇口时稍短些。图4-13(b)是点浇口的改进形式,现在应用的很广泛,特别是对于纤维增强的塑料,浇口断开时不会损伤塑件的表面。图4-13(c)所示点浇口的限制性断面前加工出圆弧,有利于延缓浇口处熔体冻结,对向型腔中补料有利。图4-13(d)是一模多腔或单腔多浇口时的点浇口形式。
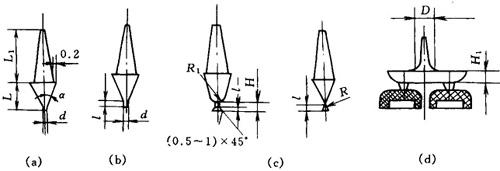
图4-13 点浇口的形式
点浇口适用于低粘度塑料和粘度对剪切速率敏感的塑料,如聚乙烯、聚丙烯、尼龙类塑料、聚苯乙烯、ABS等。由于采用点浇口,为脱出流道凝料,模具需多开一次模,即模具须采用三板式结构。
(2)潜伏式浇口 潜伏式浇口又称隧道式浇口,是由点浇口演变来的既吸收了点浇口的优点,也克服了由点浇口带给模具的复杂性。如图4-14所示。图4-14(a)是分流道开设在分型面上,浇口潜入分型面的下面,沿斜向进入型腔。图4-14(b)为在推杆上设置一辅助流道,压力损失较大。图4-14(c)为钩式潜伏浇口。潜伏式浇口除了具备点浇口的特点外,其进料浇口一般都在塑件的内表面或侧面隐蔽处,因此不影响塑件的外观。塑件和流道分别设置顶出机构,开模时浇口即被自动顶断,流道凝料自动脱落。由于脱出时有较强的冲击力,因此这种浇口不适用于脆性塑料(如PS),以免浇道断裂,堵塞浇口。

图4-14 潜伏式浇口
1—主流道 2—推杆 3—浇口 4—推杆 5—塑件 6—动模板 7—镶件
(3)侧浇口 侧浇口又称边缘浇口,一般开设在分型面上,从塑件的外侧面进料,如图4-15所示。侧浇口是典型的矩形截面浇口,能方便地调整充模时的剪切速率和浇口封闭时间,因此也称之为标准浇口。侧浇口的特点是浇口截面形状简单,加工方便;能对浇口尺寸进行精密加工;浇口位置选择比较灵活,以便改善充模状况;去除浇口方便,痕迹小。侧浇口特别适用于两板式多型腔模具,但是塑件容易形成熔接痕、缩孔、凹陷等缺陷,注射压力损失较大,对于壳体形塑件会排气不良。

图4-15 侧浇口
(4)重叠式浇口 重叠式浇口又称搭接浇口,它基本与侧浇口相同,但浇口不是在塑件的侧边,而是在塑件的一个侧面,如图4-16所示。它是典型的冲击型浇口,可有效防止塑料熔体的喷射流动。如成型条件不当,会在浇口处产生表面凹坑,导致切除浇口比较困难,在塑件表面留下明显的浇口痕迹。

图4-16 重叠式浇口
(5)扇形浇口 扇形浇口是逐渐展开的浇口,是侧浇口的变异形式,常用来成型宽度较大的板状塑件,浇口沿进料方向逐渐变宽,厚度逐渐减至最薄。塑料熔体可在宽度方向得到均匀分配,可降低塑件的内应力,减小其翘曲变形,型腔排气良好。图4-17是扇形浇口的设计形式。浇口深度h根据制品厚度确定,一般取0.25~1.5mm。浇口宽度b一般等于L/4(L为浇口处的型腔宽度),但最小不小于8mm。图4-18是扇形浇口的另外两种设计形式。

图4-17 扇形浇口的形式

图4-18 扇形浇口的特殊形式
(6)薄片式浇口 薄片式浇口适用于较大的平板形制品。熔融塑料通过薄片式浇口,以较低的速度均匀平稳的进入型腔,其料流呈平行流动,这样可避免平板制品的变形,减小制品内应力。但由于去除浇口困难,必须使用专用工具,从而增加制品的成本。薄片浇口的设计参数主要与制品的壁厚有关,具体设计参数参照图4-19来选取。图4-20是薄片浇口的又一种形式,其主要特点是分流道为扇形。图4-21为薄片浇口形式之三,它的主要特点是分流道呈X形。

图4-19 薄片浇口的形式及设计参数

图4-20 分流道为扇形的薄片式浇口
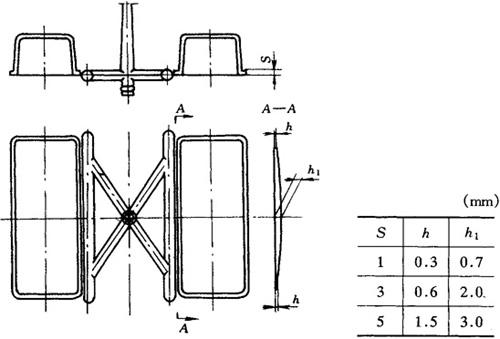
图4-21 分流道为X形的薄片式浇口
(7)盘形浇口 盘形浇口又称为薄板浇口,适用于内孔较大的圆筒形塑件。浇口在整个内孔周边上,塑料熔体由内孔周边以大致相同的速度进入型腔,塑件不会产生熔接痕,型芯受力均匀,空气能够顺序排出。缺点是浇口去除困难。如图4-22(a)、(b)所示。图4-22(c)、(d)为盘形浇口的变异形式,又称分流浇口,即型芯起分流锥的作用。

图4-22 盘形浇口
(8)环形浇口 环形浇口适用于较长的管形制品,一般情况采用此种浇口时,型芯的两端都可以定位,所以制品壁厚比较均匀。图4-23为外环形浇口的设计形式及设计参数。图4-24为内环形浇口的设计形式。

图4-23 外环形浇口

图4-24 内环形浇口
(9)轮辐式浇口 轮辐式浇口的适用范围类似于盘形浇口,带有矩形内孔的塑件也适用,但是它将整个周边进料改成了几小段圆弧或直线进料,如图4-25(a)、(b)所示。因此可以把它视为内侧浇口,这种浇口切除方便,流道凝料少,型芯上部得到定位而增加了型芯的稳定性。
爪形浇口是轮辐式浇口的一种变异形式,如图4-25(c)所示,在型芯的锥形面上开设流道。主要用于长管形塑件和同轴度要求高的塑件。
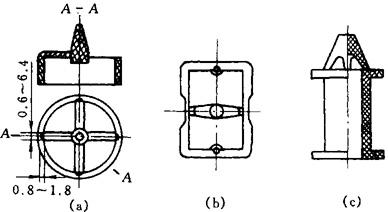
图4-25 轮辐式浇口和爪形浇口
(10)护耳式浇口 护耳式浇口又称分接式浇口或调整式浇口,其结构如图4-26所示。它在型腔侧面开设耳槽,塑料熔体通过浇口冲击在耳槽侧面上,经调整方向和速度后再进入型腔,因此可以防止喷射现象,是一种典型的冲击型浇口,它可减少浇口附近的内应力。对于流动性差的塑料如PC、HPVC、PMMA等极为有效。护耳式浇口应设置在塑件的厚壁处。这种浇口的去除比较困难,痕迹大。

图4-26 护耳式浇口
1—护耳 2—主流道 3—分流道 4—浇口
(11)直浇口 直浇口又称为主流道型浇口,如图4-27所示。在单腔模中,塑料熔体直接流入型腔,因而压力损失小,进料速度快,成型比较容易,对各种塑料都能适用。它传递压力好,保压补缩作用强,模具结构简单紧凑,制造方便。但去除浇口困难,浇口痕迹明显。它特别适合于大型、厚壁塑件和熔体粘度特别高的塑料品种的成型。

图4-27 直浇口
4.2.2.2 各种浇口尺寸的计算
各种浇口尺寸的经验数据及计算公式列于表4-3。表4-4为常用塑料的直浇口尺寸。表4-5为侧浇口和点浇口的推荐尺寸。
表4-3 各种浇口尺寸计算



注①表中公式符号:
h——浇口深度(mm) l——浇口长度(mm) b——浇口宽度(mm) d——浇口直径(mm) t——塑件壁厚(mm) A——型腔表面积(mm)
②塑料系数n由塑料性质决定,通常PE、PS:n=0.6;POM、PC、PP:n=0.7PA;PMMA:n=0.8;PVC:n=0.9。
③K——系数,塑件壁厚的函数, 。K值适用于t=0.75~2.5。
。K值适用于t=0.75~2.5。
表4-4 常用塑料的直浇口尺寸
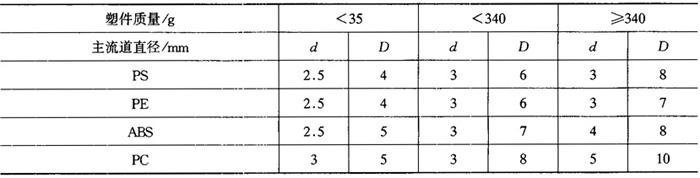
表4-5 侧浇口和点浇口的推荐值
