二级脱模机构
出处:按学科分类—工业技术 中国轻工业出版社《实用注塑模设计手册》第131页(3657字)
为了分散脱模阻力,保证塑件质量;或为了使塑件自动脱落,需完成两次脱模动作的机构称为二级脱模机构。
4.4.3.1 单顶出板二级脱模机构
(1)弹簧式如图4-51所示由弹簧4推动型腔板2,使塑件离开型芯1一段距离,完成第一次脱模;再由推杆3推顶塑件脱离凹模和型芯,完成塑件自动脱落的第二次脱模动作。
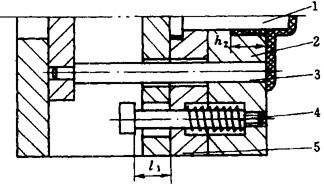
图4-51 弹簧式二级脱模机构
1—型芯 2—型腔板 3—推杆 4—弹簧 5—型芯固定板
图4-52为弹顶式二次顶出结构。顶出时机床顶针推动推板7,带动推杆4、动模板1移动,同时带动限位螺钉5,使弹簧8被压缩,并促使推板6及推杆2同时移动,从而动模板1和推杆2共同顶动制品脱开型芯3,完成第一次顶出动作;当弹簧8被压缩到弹力达到一定程度时,便推动推板6及推杆2从动模板1中顶出制品。
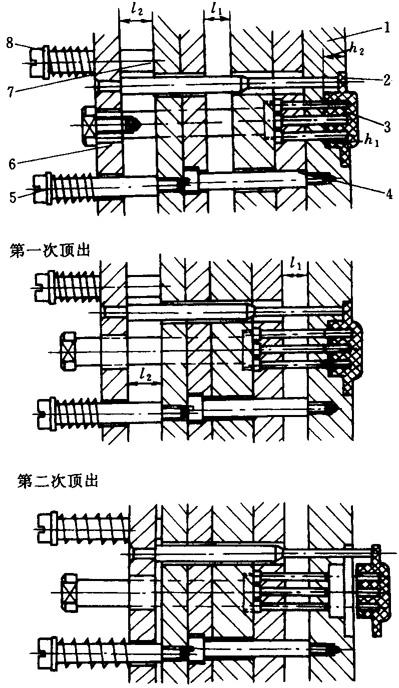
图4-52 弹顶式二次顶出机构
1—动模板 2—推杆 3—型芯 4—推杆 5—限位螺钉 6—推板 7—推板 8—弹簧
(2)拉杆式如图4-53所示。开模到一定距离,拉板2上的弹性销3与横销1接触,从而带动型腔板7与塑件一起脱离型芯6,完成第一次脱模;同时限位钉4限制型腔板再移动,动模继续移动,横销1压下弹性销3,进而脱开,顶出时推杆5移动一段距离后,将塑件从型腔板7中推出,完成第二次脱模。
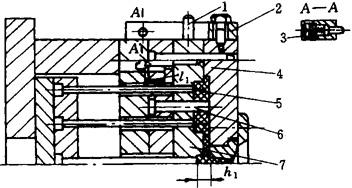
图4-53 拉杆式二级脱模机构
1—横销 2—拉板 3—弹性销 4—限位钉 5—推杆 6—型芯 7—型腔板
(3)摆块拉板式 如图4-54所示。开模到一定距离,拉板1迫使摆块3推动型腔板2移动,使塑件脱离型芯,完成第一次脱模;同时限位钉5对型腔板2限位,然后由推杆6将塑件脱出型腔板,完成第二次脱模。
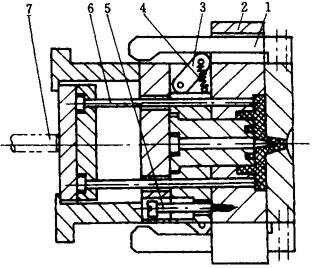
图4-54 摆块拉板式二级脱模机构
1—拉板 2—型腔板 3—摆块 4—弹簧 5—限位钉 6—推杆 7—机床顶杆
(4)摆杆销钉式 如图4-55所示。开始顶出时由于U形架的限制,由摆杆2及销钉5推动型腔板7移动,使塑件脱离主型芯8,完成第一次脱模;继续顶出,因摆杆离开U形架,销钉5迫使其分开,由推杆3将塑件脱出型腔板7,完成第二次脱模。
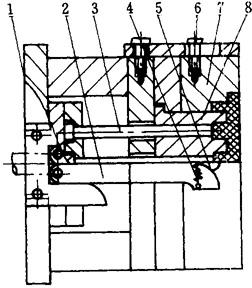
图4-55 摆杆销钉式二级脱模机构
1—U形架 2—摆杆 3—推杆 4—弹簧 5—销钉 6—限位钉 7—型腔板 8一型芯
(5)楔板滑块式 如图4-56所示。机床顶出时推动推杆3和推杆5,迫使型腔板1移动,塑件脱离型芯2,与此同时,楔块8迫使滑块6下移,至其上的孔对准推杆5,即完成第一次脱模;继续顶出由中心推杆3将塑件顶出,完成二次脱模。
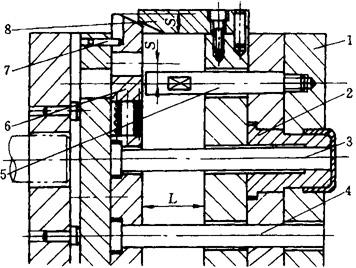
图4-56 楔板滑块式二级脱模机构
1—型腔板 2—型芯 3—推杆 4—回程杆 5—推杆 6—滑块 7—限位销 8—楔块
(6)斜销滑块式 如图4-57所示。顶出时推杆6推动推件板1移动的同时,斜销3带动滑块2内移,滑块通过自身斜面,推动推杆4移动,使塑件脱离型芯5,完成一次脱模动作;继续顶出时,推杆4超前于推件板1运动,使塑件脱出推件板1,完成脱模动作。通常β角应大于或等于45°,否则运动发生困难。
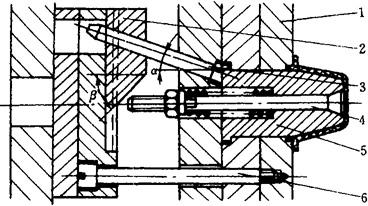
图4-57 斜销滑块式二级脱模机构
1—推件板 2—滑块 3—斜销 4—推杆 5—型芯 6—推杆
(7)摆块式 如图4-58所示。顶出时,推杆4、推杆2推动动模板1和制品一起移动,使制品脱离型芯3,完成第一次顶出;此时压杆5与垫板接触,继续顶出时,推杆4推动动模板1继续移动,同时由于压杆5迫使摆块6摆动,推杆2做超前于动模板1的运动,将制品从型腔中顶出。
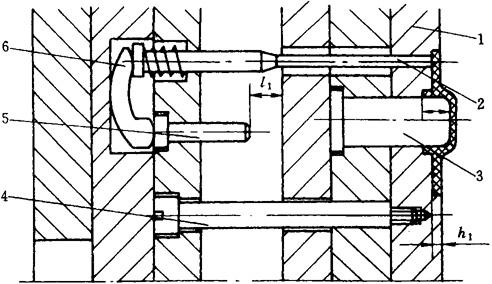
图4-58 摆块式二级脱模机构
1—动模板 2—推杆 3—型芯 4—推杆 5—压杆 6—摆块
(8)滚珠式 如图4-59所示。顶出时,由于装在活动衬套5内孔中的滚珠7的作用,推杆2及动模板8脱出型芯9,完成第一次顶出;当滚珠7进入衬套4的凹槽后,动模板8停止移动,推杆2继续推动制品,将制品顶出,完成第二次顶出。复位杆1可兼做导向和精确复位。
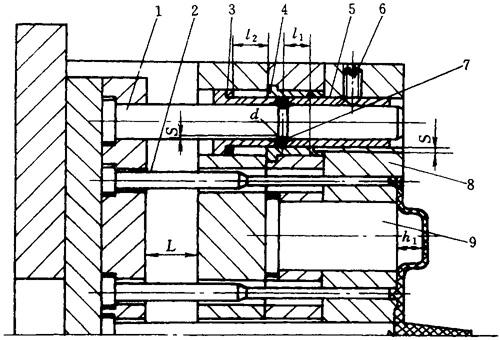
图4-59 滚珠式二级脱模机构
1—复位杆 2—推杆 3—橡皮垫 4—衬套 5—活动衬套 6一止动螺钉 7一滚珠 8—动模板 9—型芯
4.4.3.2 双顶板二级脱模机构
此类脱模机构的特点是具有两套顶出装置,完成两次顶出动作。常有以下结构形式。
(1)阶梯推杆式如图4-60所示。顶出式阶梯推杆1驱动型腔板2脱离塑件,完成第一次脱模;继续顶出,阶梯推杆的台阶驱动推板8使推件板4和推管6同步将塑件推出型芯3和5,完成第二次脱模。
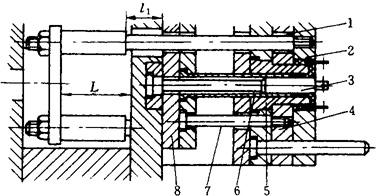
图4-60 阶梯推杆式二级脱模机构
1—阶梯推杆 2—型腔板 3—型芯 4—推件板 5—型芯 6—推管 7—推杆 8—推板
(2)推杆铰链式 如图4-61所示。开始顶出时,由于挡块6限制连杆7转动,从而使推杆2和推杆4同步推动型腔板1移动,塑件脱离型芯3,完成第一次脱模;此时连杆进入可以转动的状态,继续顶出时,推杆2失去动力,推杆4将塑件推出型腔板1,完成二次脱模。
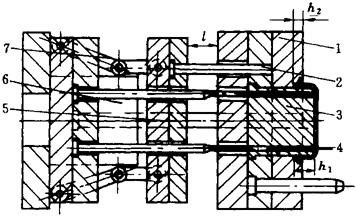
图4-61 推杆铰链式二级脱模机构
1—型腔板 2—推杆 3—型芯 4—推杆 5—回程杆 6—挡块 7—连杆
(3)“八”字摆杆式 如图4-62所示。开始顶出时,由于垫块的作用使推杆2和推杆3同步移动使塑件脱离型芯9,完成第一次脱模;此时一级推板7接触摆杆4的拐点,继续顶出时,由于摆杆4的加速作用,使推杆3超前于推杆2向前运动,从而使塑件脱出凹模1,完成二次脱模。
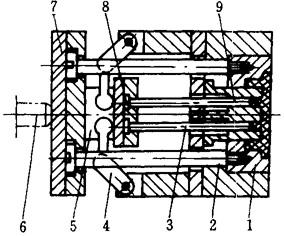
图4-62 “八”字摆杆式二级脱模机构
1—凹模 2—推杆 3—推杆 4—“八”字摆杆 5—垫块 6—机床顶杆 7—推板 8—推板 9—型芯
(4)楔块摆钩式 如图4-63所示。开始顶出时,由于摆钩3的连接作用,推杆5和推杆6同步移动使塑件脱离型芯10,完成一次脱模;此时楔块8已拨开摆钩3,型腔板9失去动力,继续顶出时,由推杆5顶出塑件,完成二次脱模。
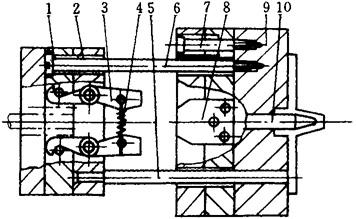
图4-63 楔块摆钩式二级脱模机构
1—一级推板 2—二级推板 3—摆钩 4—弹簧 5—二级推杆 6—一级推杆 7—限位钉 8—楔块 9—型腔板 10—型芯
图4-64是楔块摆钩式的另一种形式。开始顶出时,由于摆钩5的作用,推杆2和推杆8同步移动使塑件脱离型芯1,完成第一次脱模;此时摆钩被打开,继续顶出时,推杆8失去动力,由推杆2将塑件推出型腔板3,完成第二次脱模。
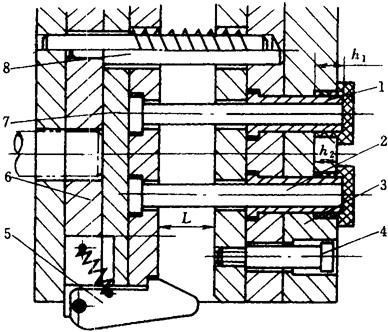
图4-64 楔块摆钩式二级脱模机构
1—型芯 2—推杆 3—型腔板 4—限位钉 5—摆钩 6—一级推板 7—二级推板 8—推杆
(5)凸轮摆杆式 如图4-65所示。开始顶出时,机床顶杆推动推板5,带动推杆7推动动模板1移动,使制品脱出型芯2及型芯3,完成第一次顶出动作;当推板5与摆杆6接触后,由于摆杆6与推板8的接触点比摆杆6与推板5的接触点到支点的距离大,所以推杆4比推杆7移动的快,从而将制品从动模板型腔中顶出。
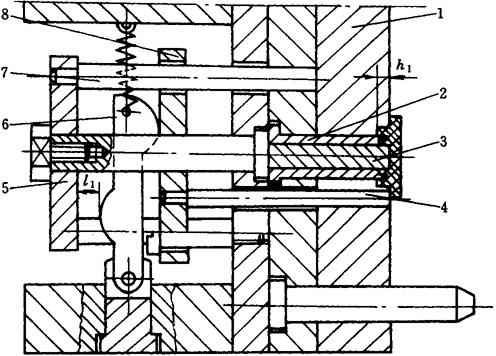
图4-65 凸轮摆杆式二级脱模机构
1—动模板 2—型芯 3—型芯 4—推杆 5—推板 6—摆杆 7—推杆 8—推板