挤出成型机的加热、冷却和调节系统
出处:按学科分类—工业技术 中国轻工业出版社《聚氯乙烯加工手册》第193页(2627字)
众所周知,塑料在挤出成型加工过程中,料温是一个主要控制因素。由于料温除了受控于机筒的外加热之外,它还受控于物料在挤出成型机中所受的剪切量,情况比较复杂。为此应设置冷却和调节系统,见图4-1-17所示。

图4-1-17 机筒加热,冷却和调节的系统
1-热电偶 2-温度计插座 3-冷却水管 4-应加热器 5-水冷控制阀
(一)加热系统
1.加热方法的种类和特点
挤出成型机中对塑料的外加热方法有三种:电阻加热、电感应加热和载体加热。载体加热时使用的介质有蒸汽、矿物油或其它有机液体。因载体加热存在许多问题,故极少采用。一般用的都是电阻加热或电感应加热,其特点见表4-1-16。铸铝加热器和工频感应加热器见图4-1-18;电感应加热器的使用寿命参见表4-1-19。
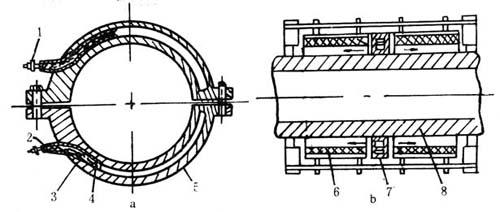
图4-1-18 铸铝加热器和工频感应加热器
a铸铝加热器 b感应加热器
1-接线柱 2-钢管 3-电热杯 4-电热丝 5-金属铝 6-线圈 7-风环 8-机筒
表4-1-18 电阻加热和电感应加热的特点

表4-1-19 电感应加热器的寿命

2.挤出成型机机筒加热功率的确定机筒的加热功率计算式见表4-1-20。
表4-1-20 机筒的加热功率计算式

(二)冷却系统
挤出成型机需要冷却的部位有机筒、螺杆和料斗座。冷却的方法有水冷和风冷两种。两种冷却方法的比较见表4-1-21所示。
表4-1-21 水冷和风冷的比较

由于硬聚氯乙烯在挤出温度下的粘度较高,特别是螺杆处于高速时会产生较多的摩擦热,因此料温有陡升的现象,为了避免聚氯乙烯在高温时发生分解,需要对机筒进行及时冷却,此外,为防止物料在料斗口处发粘甚至熔化而影响进料,就需要不断冷却加料口。再则挤出过程中,由于物料受剪切所产生的热量也能使螺杆的温度高于机筒的温度,而导致物料的分解,故在单螺杆挤出成型机中的螺杆通常需要冷却,现将机筒、螺杆和料斗座的冷却分述如下。
1.机筒的冷却
螺杆直径45mm以上的挤出成型机均设有机筒冷却装置。45mm以下的小型挤出成型机由于机筒内塑料不多,在挤出过程中,其多余的热量可以通过机筒与周围冷空气的对流来扩散,因此可以不设置冷却装置,但高速挤出成型机则属例外。
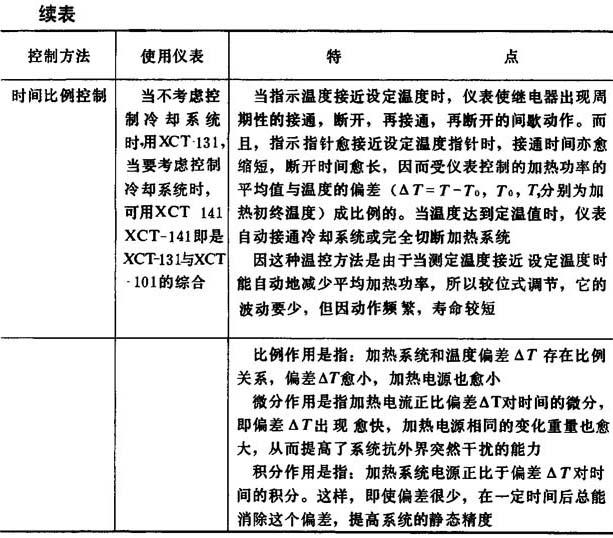
水冷系统在装有感应加热装置的挤出成型机上常用于冷却机筒和线圈。该系统大多数是在机筒外表面车出螺旋沟槽,然后再绕上冷却水管,如图4-1-19所示。冷却水从进水管进入后就分两边达到喷水管1,并由此喷出而使机筒和线圈得到冷却,最后水由出水管8排出再进行循环使用。这种结构容易为水垢所阻塞,维修比较困难。

图4-1-19 SJ65的冷却系统
1-喷水管 2-水套 3-上水管 4-螺杆 5-机筒 6-加热线圈 7-进水管 8-出水管
风冷系统可用于所有的挤出成型机中,在设计风冷系统时,机筒外表面应设有风罩,以保证合理的空气流道。为了加速散热效果,设有铸铝加热器的往往还在它的上面铸出散热片或特制的称为“刺猬”状的冷却装置,以扩大散热面积,见图4-1-20和4-1-21所示。

图4-1-20 带散热片的铸铝加热器
1-散热片 2-加热棒 3-机筒 4-螺杆

图4-1-21 “刺猬”状冷却装置
1-铜棍 2-铜环 3-加热器 4-机筒 5-螺杆
2.螺杆的冷却
如上所述,螺杆的冷却主要是防止塑料的过热,以免发生分解。螺杆的冷却是通过向其中空部分压进冷却介质而得到实现。通入螺杆的冷却介质可以是水,也可是空气。为适应加工过程的工艺需要,螺杆的冷却长度可以通过进入管来调整。螺杆冷却装置见图4-1--22。

图4-1-22 螺杆的冷却
1-螺杆中心孔 2-进水管
3.料斗座的冷却
塑料加料段的温度不能过高,否则会在加料口形成“架桥”,从而使进料不利,甚至加不进料。另外,冷却料斗座还能阻止挤出成型机挤出部分的热传到止推轴承和减速箱。料斗座的冷却装置见图4-1-23。
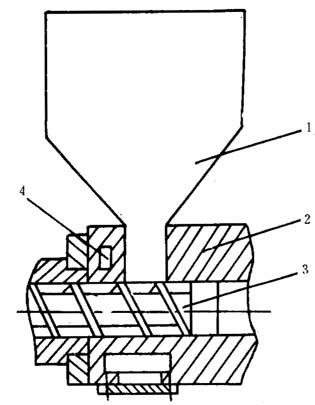
图4-1-23 料斗座冷却装置
1-加料斗 2-料斗座 3-螺杆 4-料斗座冷却孔道
(三)挤出成型机的温度控制
1.温度控制原理
温度控制原理如图4-1-24所示。
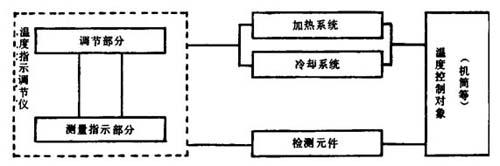
图4-1-24 温度控制原理图
2.温度控制的方法
温度控制的方法以及所用仪表的特点见表4-1-22所示。
表4-1-22 温度控制方法及所用仪表的特点