焊接残余变形
出处:按学科分类—工业技术 北京工业大学出版社《热加工手册》第882页(4682字)
在焊接结构生产中,残余变形不仅影响结构的尺寸精度和外观,而且可能降低其承载能力.矫正变形费工费时,提高成本,在矫正中或矫正后还会引起一些新的问题.因此,分析、测量、计算、预测并采取相应措施,以控制和调整变形十分重要.图11-46~图11-51列出了常见焊接残余变形的类型.

图11-46 纵向和横向收缩变形

图11-47 挠曲变形
(a)由纵向收缩引起的挠曲;(b)由横向收缩引起的挠曲

图11-48 角变形

图11-49 波浪变形
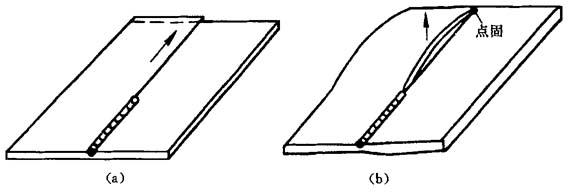
图11-50 错边变形
(a)长度方向的错边;(b)厚度方向的错边

图11-51 螺旋形变形
11.2.2.1 纵向收缩变形
纵向收缩变形见表11-35.
表11-35 纵向收缩变形


表11-36 单层焊纵向收缩量估算公式中的系数k1

11.2.2.2 横向收缩变形横向收缩变形见表11-37.
表11-37 横向收缩变形

表11-38 根据不同焊接条件的A值

注:对于丁字接头、搭接接头和加盖接头的横向收缩,表中的qy和qys均应从总热量中扣除筋板或盖板所吸收的热量,而取被筋板或盖板加固的平板本身所吸收的实际热量,即qy和qys均应乘以下列系数:

式中 δj——筋板或盖板的厚度;
δb——焊上筋板或盖板的平板的厚度.
11.2.2.3 弯曲变形
弯曲变形见表11-39.
表11-39 弯曲变形


表11-40 焊接线能量与K及FH的近似关系


图11-52 筋板焊缝横向收缩所引起的挠曲变形
11.2.2.4 角变形
产生角变形的根本原因是横向收缩在板厚度上的分布不均匀.表11-41列出不同接头形式其角变形的影响因素.
表11-41 角变形的影响因素


图11-53 平板表面火焰加热的线能量与其角变形的关系曲线

图11-54 角变形与q/vδ2的关系曲线

图11-55 板厚δ及焊脚K与丁字接头角变形的关系曲线
(a)低碳钢;(b)铝镁合金
11.2.2.5 焊接错边
错边对于焊接接头的强度有较大的影响,是一种应该重视的几何不完善性.错边可能由装配不善造成,但焊接过程本身也可能产生错边.焊接过程中对接边的热不平衡是造成焊接错边的主要原因之一(表11-42).
表11-42 对接边的热不平衡造成错边

11.2.2.6 波浪变形(薄板变形)
在焊接内应力的压应力作用下,薄板可能失稳,产生波浪变形,丧失承载能力.压应力越大,薄板的宽度与厚度之比B/δ越大,就越易失稳.压应力随焊缝尺寸和焊接线能量的增加而增加.角变形也会引起类似的波浪变形,但其成因与此不同.

图11-56 焊接过程中对接边的热不平衡的典型例子
11.2.2.7 扭曲变形(螺旋形变形)
产生扭曲变形的原因与焊缝角变形沿长度上的分布不均匀性和工件的纵向错边有关.
11.2.2.8 控制焊接残余变形的措施
焊接残余变形可以从设计和工艺两个方面来解决(表11-43).
表11-43 焊接变形的预防及矫正措施


图11-57箱形梁的不同接头形式
(a)焊缝尺寸大;(b)焊缝尺寸较校(c)焊缝尺寸最小
表11-44 不同厚度低碳钢板的最小焊脚尺寸


图11-58 采用接触点焊的薄板结构

图11-59 相同承载能力的十字接头
(a)不开坡口;(b)开坡口

图11-60 轴承的加固形式
(a)不合理;(b)合理

图11-61 两种隔舱壁的形式
(a)压型板;(b)拼焊板

图11-62 箱形和工字梁的焊缝布置
(a)、(d)不合理;(b)、(c)、(e)合理

图11-63 几种反变形措施
(a)坡口处垫高;(b)翼板预先反向弯曲;(c)焊接时加外力使之反向变形;(d)、(e)辊压法预弯

图11-64 薄壳结构支承座焊接的反变形
(a)无反变形措施,焊后壳体塌陷;(b)焊前壳壁反变形,可防焊后变形,并减少焊接内应力

图11-65 刚性固定法焊接法兰盘
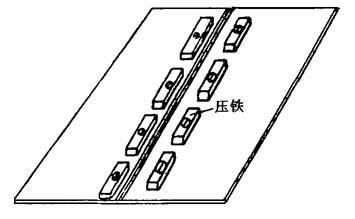
图11-66 采用压铁防止薄板的波浪变形

图11-67 临时增加近缝区刚度防止薄板的波浪变形

图11-68 防止非对称截面挠曲变形的焊接

图11-69 采用直接水冷防止薄板焊接变形

图11-70 带盖板的双槽钢焊接梁实例
1—槽钢与盖板焊缝;2—隔板与盖板焊缝;3—隔板与槽钢焊缝

图11-71 机械矫形

图11-72 辗压矫形

图11-73 气体火焰矫形
(a)槽型构件旁弯;(b)非对称工字形构件挠曲

图11-74 薄板结构点状火焰矫形

图11-75 电磁锤工作原理图
T1—调压器;T2—高压变压器;V—整流元件;R—限流元件;C-贮能电容器;G-隔离间隙;L—矫形线圈;L0—传输电缆