冷冲模的装配
出处:按学科分类—工业技术 江苏科学技术出版社《模具工实用技术手册第2版》第824页(4365字)
(一)模具零件的几种固定方法
1.紧固法
冲模的凸、凹模零件的紧固方法要点见表6.1-1。
表6.1-1 紧固法 (mm)


2.压入法
压入法是模具装配中常用方法之一。优点是牢固可靠,缺点为对压入的型孔精度要求较高,尤其是复杂型孔或孔距中心要求严格的多型孔,难于加工。此法常用于冷冲模将凸模压入固定板,导柱、导套压入模板,以及冷挤压模凹模压入套圈。前两者过盈量较小,后者过盈较大。凸模压入固定板工艺要点见表6.1-2。
表6.1-2 凸模压入固定板工艺要点


3.挤紧法
挤紧法是将冷冲模的凸模固定在固定板中的另一种工艺方法。适用于无台阶的中小凸模固定。其优点是操作简便,缺点则是对固定板型孔精度要求高,加工较难。见表6.1-3。
表6.1-3 挤紧法固定凸模

4.焊接法
焊接法固定凸模的工艺要点见表6.1-4。
表6.1-4 焊接法固定凸模工艺要点

5.热套法
热套法的工艺要点见表6.1-5。
表6.1-5 热套法工艺要点


(二)低熔点合金在模具装配上的应用
1.低熔点合金的特点
低熔点合金的优缺点见表6.1-6,低熔点合金的常用配方、性能见表6.1-7。
表6.1-6 低熔点合金的优缺点

表6.1-7 常用低熔点合金的配方、性能和应用范围

注:序号与上表同
2.低熔点合金的浇注方法
零件结构形式见表6.1-8。
表6.1-8 低熔点合金浇注零件结构形式


浇注方法见表6.1-9。
表6.1-9 低熔点合金的浇注方法

(三)无机黏结在模具装配上的应用
1.无机黏结的特点及适用范围(表6.1-10)
表6.1-10 无机黏结的特点及适用范围


(a)粘模架

(b)粘凸模

(c)钢结合金凸模的黏结

(d)凹模的黏结

(e)粘卸料板
图6.1-1 无机黏结应用实例
2.无机黏结的配方
模具制造中常用的磷酸氧化铜黏结剂配方见表6.1-11
表6.1-11 磷酸氧化铜黏结剂配方

3.无机黏结工艺
无机黏结法的工艺要点见表6.1-12。
表6.1-12 无机黏结工艺要点


(四)环氧树脂在模具装配上的应用
1.环氧树脂的特点和适用范围(表6.1-13)
表6.1-13 环氧树脂的特点和适用范围


2.环氧树脂的黏结工艺
环氧树脂黏结剂的配方及性能见表6.1-14,黏结剂的配制工艺见表6.1-15,环氧树脂的浇注方法见表6.1-16。
表6.1-14 环氧树脂黏结剂的配方



表6.1-15 环氧树脂黏结剂配制工艺

表6.1-16 环氧树脂浇注工艺要点


用环氧树脂浇注法固定凸模的形式见图6.1-2,它适用于冲裁2mm以下厚度材料的冲模。大尺寸凸模和凹模的固定孔形式见图6.1-3。随着固定板孔径的增加,浇注槽的空隙也应增加,一般单边间隙为1.5mm~3mm为宜。
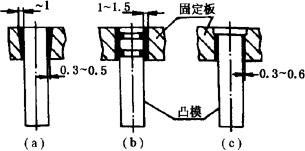
图6.1-2 环氧树脂固定凸模形
式
图6.1-3 大尺寸凸模和凹模固定形式
图6.1-4所示为小导套和凸模黏结固定实例。

图6.1-4 小导套和凸模用环氧树脂黏结
(五)牙骨塑料在模具装配上的应用
牙骨塑料在模具制造中,主要用于浇注卸料板导孔,其浇注工艺见表6.1-17。它具有以下优点:
表6.1-17 牙骨塑料浇注工艺

①工艺简单,操作方便,室温凝固迅速。
②显着简化型孔加工要求,特别适用于形状复杂、加工困难的卸料板型孔,效果显着。
(六)冷冲模凸、凹模间隙控制方法
冷冲模凹、凸模间隙控制常用的方法见表6.1-18。
表6.1-18 凸、凹模间隙控制法



表中镀铜法的镀铜工艺见表6.1-19。
表6.1-19 凸模镀铜工艺


(七)冷冲模装配要点
模具装配质量直接影响冲件质量和模具使用寿命。冲模的装配程序和装配方法主要决定于冲模的类型和结构以及零件的加工工艺,其次还与装配者本人的装配经验和工作习惯有所不同。其装配要点和一般装配程序见表6.1-20和表6.1-21。
表6.1-20 冷冲模装配要点
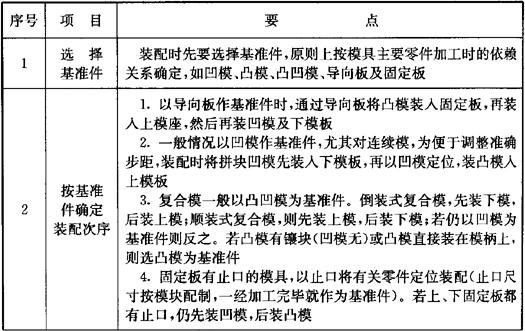

表6.1-21 冷冲模装配次序

(八)装配示例
1.单工序冲模装配
单工序冲孔模的装配步骤见表6.1-22和图6.1-5。
表6.1-22 冲孔模装配步骤



图6.1-5 冲孔模
1-下模板;2-凹模;3-定位板;4-卸料板;5-弹簧;6-上模板;7、18-固定板;9、11、19-销钉;10-凸模;12-模柄;13、17-螺钉;14-卸料螺钉;15-导套;16-导柱
2.复合模装配
复合模的装配要点见表6.1-23和表1.1-7图例。
表6.1-23 复合模装配要点


3.级进模装配要点(表6.1-24和图6.1-6)

图6.1-6 换向片级进冲裁模
1-下模板;2-凹模;3-卸料板;4、13、17、19-螺钉;5-卸料螺钉;6-卸料弹簧;7-凸模固定板;8-垫板;9-侧刃;10-防转销;11-模柄;12、18-圆柱销;14、15-冲孔凸模;16-落料凸模;20-承料板;21-侧刃挡块;22、23-导料板
表6.1-24 级进模装配要点
