真空伏辊辊面排孔的计算
出处:按学科分类—工业技术 中国轻工业出版社《制浆造纸工业计算手册上册》第346页(2403字)
【说明】 真空伏辊的辊面排孔多用双螺旋线排孔形式,以减少噪音和真空箱封条的磨损。在双螺旋线排孔形式中,推荐采用等边单元三角形排孔,否则,应采取边长接近于等边单元三角形边长的等腰或等边三角形。
排孔中孔位确定的规律是:把单元矩形的互相垂直的长短两边ty与tx均按单元矩形内应有的孔数n来等分并从各等分点上引出平行于边的分格线,则在沿长边的方向上矩形内每条分格线上都有一个孔的中心,对于沿短边方向上也一样。在这种分格线网的交点上直接定出单元矩形内所有各孔的中心位置。这种方法也有利于在加工中的划线及在机床上的定位。
1.等边单元三角形的边长计算
【公式】

式中 S——边长(mm)
d——孔径(mm)
λ——开孔率(%)
2.单元矩形长短边长之间的关系
【说明】 单元矩形的短长边长之比为1∶ 。
。
【公式】

式中 ty——单元矩形长边边长(mm)
tx——单元矩形短边边长(mm)
3.单元矩形边长的计算
【说明】 如图1-15-7和图1-15-22所示,以AE方向的螺旋线组为第一主螺旋线,而在沿辊筒圆周方向的y轴上的单元矩形边ty的范围内在第一主螺旋线上有m个孔(包括单元矩形角上的那个孔),或者说,在ty范围内(包括其两端,即单元矩形的两个相邻顶点A及C)有m条第二主螺旋线,则单元矩形在y轴上的边长ty可用下式计算。
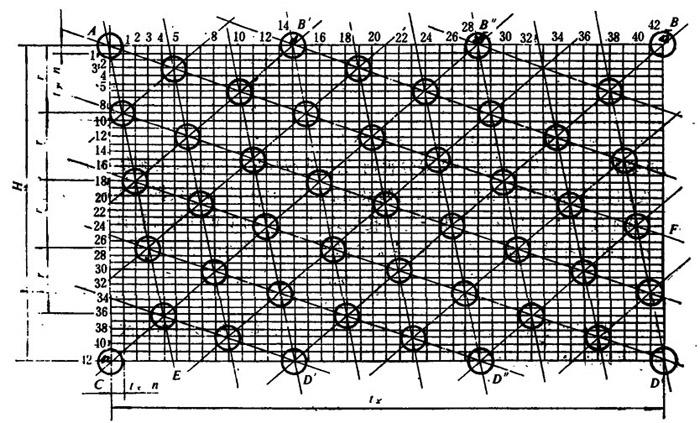
图1-15-22 等边单元三角形双螺旋线的排孔形式
【公式】

式中符号含义同上
4.单元矩形面积中所包含的孔数
【公式】
n=2(m2-m+1) (1-15-186)
式中 n——孔数(个)
其它同上
【讨论】 当(m2-m+1)之值可被3整除时,则这个单元矩形的长边tx就可以被均分为3段,使原来的单元矩形变成为3个新的小的单元矩形,其长边即原来单元矩形的短边ty= ,而其短边为tx=
,而其短边为tx= ·
· 。在这个新的单元矩形中有孔数n′,则:
。在这个新的单元矩形中有孔数n′,则:

5.对单位矩形内分格线网上定孔的中心的计算
【说明】 对上述单元矩形内分格线网上定孔的中心时可按以下方法进行:以单元矩形沿y轴边上的顶点A为起点,沿两条边把分格线网的分格线依次编号1、2、3……n(如图1-15-22),则在沿x轴方向上的第一条分格线上(即平行于y轴的第一条分格线)的孔1的中心按双螺旋线排孔的原理必然位于通过A点的第一主螺旋线上且距x轴r个格子之处,而:r=2m-1
在第二条分格线上的孔2的中心,将在y轴方向上距孔1中心r个格子,依次类推。在第m条分格线上的孔m的中心因为其中心距单元矩形的下边的格数已不到r个(只剩下了m+1个格子)而要数到底边后再自x轴连续地数到第r格。等边单元三角形双螺旋线排孔的数据见表1-15-19。
表1-15-19 等边单元三角形双螺旋线排孔的数据
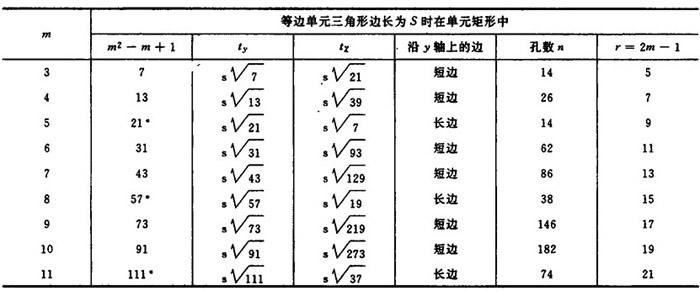
注*为(m2-m+1)可被3整除的情况,即m=3k+2(K为正整数)
【讨论】 由上可知,ty必须能等分辊筒的圆周πD,而且同时tx必须能等分钻头间距固定不变的多钻头机床的钻头间距T。如果用表1-15-19中的相应数据不能同时满足这两个条件,就不能采用等边单元三角形的排孔形式,可按下列步骤进行排孔计算:
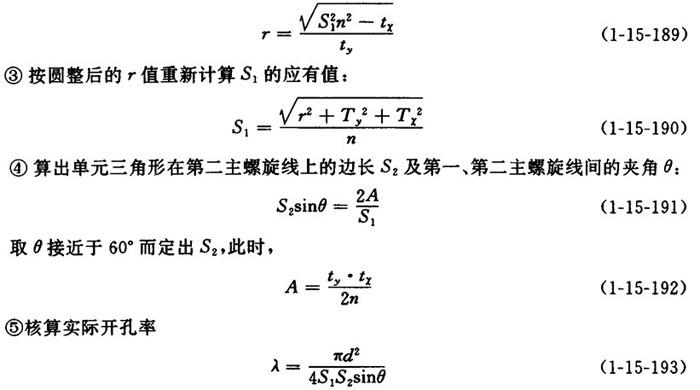
①按已知的孔径d及要求的开孔率λ求得单元三角形的面积A

由此可按已得到的合适的ty及tx用下式来求出在单元矩形中的孔数n,必要时应略为修整λ值以保证n为正整数:

②按所选定的d与λ值算出等边单元三角形边长S,暂时令其等于在第一主螺旋线上的单元三角形边长S1,即S1=So再按ty和tx绘出的单元矩形中按n画出等分边长的分格线网。在这个分格线网上用前述规律定出各孔的中心,其r值按下式计算并圆整成整数:
⑥设计专用的多钻头机床时,应考虑所适应的真空辊(伏辊及压辊)辊径系列,使钻头间距T能在大多数情况下符合等边单元三角形双螺旋线排孔形式的要求。