不含气液体灌装设备
出处:按学科分类—工业技术 中国轻工业出版社《中国食品与包装工程装备手册》第565页(6256字)
1 概述
在饮料行业中,不含气饮料约占饮料总产量的50%(1997年),其中水饮料(矿泉水、纯净水等)占18%,果菜汁饮料占11%。除此之外,不含气饮料还包括植物蛋白饮料、含乳饮料及茶饮料等。不含气饮料多为保健型和营养型,近几年发展很快。
前面我们提到的等压灌装机都可以灌装不含气饮料。但由于等压灌装机的制造成本较高,除一机多用(既灌装含气饮料,又灌装不含气饮料)的情况之外,一般会选用结构简单、价格低廉的负压或常压灌装机。
2 灌装工艺及关键装备
2.1 水饮料的灌装工艺及关键装备
市场上的水饮料有矿泉水、纯净水(含蒸馏水)、去离子水、富氧水、冰川水、泉水和活化水等多种,除富氧水和含气矿泉水须用等压灌装机灌装外,其他水饮料的灌装方式大致一样,只是工艺制备设备有所不同。
2.1.1 瓶装饮用天然矿泉水的灌装工艺在国外,饮用天然矿泉水用过滤的方法或高温灌装的方法除菌或杀菌(如日本用热灌装);在国内,则一般用臭氧杀菌的方法达到水的净化,其工艺流程如图2-2-5所示。

图2-2-5 瓶装饮用天然矿泉水的灌装艺流程(---→)
2.1.2 饮用纯净水的灌装工艺饮用纯净水的制取有反渗透、电渗析、离子交换、蒸馏四种方法。用反渗透法生产纯净水的工艺流程如图2-2-6所示。

图2-2-6 饮用纯净水的灌装工艺流程(---→)
在上述的纯净水生产工艺流程中,冲瓶用水有两种选择。由于反渗透法生产纯净水的成本较高(反渗透膜更换的运行成本),当原水的矿化度不高时,可用粗滤+紫外线杀菌后的处理水冲瓶,而节约反渗透后制成的纯水。反之,当原水的矿化度高,冲洗后瓶内壁的残水可能影响纯净水的重要质量理化指标——电导率(在GB17323中,规定电导率在25℃时应≤10μs/cm),则只能用纯水冲瓶。
由于反渗透的脱盐率在90%~95%左右,若原水的矿化度不高,最终产品能够保证电导率在规定的范围内,可以省去工艺流程中的离子交换装置。
总之,水饮料工艺配置的多少要视原水的水质情况,在能够保证最终产品质量的前提下,降低设备投资成本及设备运行成本。
2.1.3 水饮料的灌装设备
(1)DGC系列常压灌装封口机(“二合一”型) 常压灌装有两种方法控制灌装量:可以是容积式,即漏斗控制灌装量;也可以采用顶阀,在瓶口与灌装阀密封后,顶开灌装阀进行灌装,靠回气管控制液面,两者均为重力灌装。灌装速度取决于进液管的流通截面积及灌装缸的液位高度。采用上述第二种顶阀的灌装机,可以密封灌装缸,在灌装缸上腔施以0.005MPa的低真空,进行负压重力灌装。负压灌装可以提高灌装的精度,并防止可能产生的灌装阀滴漏。
图2-2-7所示为用于常压或负压灌装的顶开式灌装阀的结构图。

图2-2-7 顶开式灌装阀结构
1-挡圈 2-滑套 3-衬套 4-衬套 5-弹簧 6-波纹管 7-导向套 8-O形圈 9-支撑座 10-上气管 11、12-调整垫 13、15-密封垫 14-进液管 16-回气管
DGC系列常压灌装封口机的封口方式为塑料盖的旋封和铝质防盗盖的压纹封。该系列产品置换皇冠盖的压盖封口装置后,也可用于玻璃瓶不含气饮料(包括白酒)的包装。本产品的生产能力为2000~6000瓶/h(600mL)。
(2)DGY系列冲瓶灌装封口机(“三合-”型) DGY系列灌装机中翻转式冲瓶装置也是将PET瓶夹颈输送,沿导轨翻转冲洗,冲洗可以用消毒液-无菌水、无菌水或消毒空气。该装置配上动力后可以单独组成一台冲瓶机,用于与含气或不含气PET瓶、玻璃瓶灌装封口机(“二合一”)配套使用。
DGY系列灌装机的特点除上述的夹瓶颈输送外,主要是采用压力灌装技术。冲洗后的PET瓶输送到灌装转塔上,在灌装转塔上有环形的定位圈,定位圈上有与阀等量的弧形定位槽,PET瓶由弧形定位槽卡瓶颈定位。灌装阀在随灌装转塔回转过程中沿凸轮下降,与PET瓶口密封,并顶开进液阀。安装于灌装机外贮水罐上的水泵将灌装水高速向瓶内灌注,至满口。瓶内气体及灌满瓶口后从进水管压进的过量灌装水将沿回水管返回贮水罐。由于进液施以一定的水压,灌装速度可达300mL/s,设备经精确调整到一个动态平衡的状态。回水管主要回气,回水量很小。饮料在PET瓶的液面高度将由客户确定数据,由伸入瓶口内的阀管的体积所确定,阀管伸入瓶口内的长短对灌装无影响,只影响液面的高度。
本系列产品的封口采用塑料盖的抓盖旋封,由于塑料防盗盖有内螺纹,顶挂式戴盖可能会由于戴挂时瓶口外螺纹与瓶盖内螺纹的干涉而出现歪斜现象。抓盖旋封可保证封口定位的准确性,提高封口质量,降低盖的损耗。瓶盖经灌装机之外的提升机输送到理盖器,经整理后风送至配盖转盘,封口旋头在凸轮的作用下将塑料盖抓住并对正PET瓶口,进行封口。封口力靠弹簧可调。
(3)其他设备
a.理瓶机 离心重力式理瓶机,用于生产能力>8000瓶/h的PET瓶水饮料灌装生产线。
b.贴标机 环形塑标可选用廉价的热收缩机。
c.灯检箱 空瓶及成品的检验。
d.喷码机 喷印生产日期。
e.装箱机 摆动式重力装箱机,程序控制。用于生产能力>8000瓶/h的水饮料灌装生产线。
图2-2-8所示为生产能力8000~12000瓶/h的PET瓶不含气液体灌装生产线的平面布置图。

图2-2-8 不含气液体灌装生产线平面布置图
1-瓶提升机 2-理瓶机 3-冲瓶机灌装封口机 4-盖提升机 5-输瓶机 6-输箱机 7-装箱机
(4)水饮料灌装生产线的空气净化系统 大气中存在大量的灰尘和细菌,由于细菌不具有完整的新陈代谢体系,它不能在自然界单独游离存在,必须粘附在物体表面才能生存。因此,空气中的微生物大多依附在浮游的尘埃上。水饮料作为一种高档饮品,为确保其品质,除了在水处理工艺中要考虑灭菌消毒外,在灌装过程中为避免二次污染,空气净化是十分必要的。空气净化装置就是要控制空气浮游微粒子对生产的污染,其工艺措施是:空气过滤,组织气流排污,提高室内静压。
在饮用天然矿泉水卫生规范中,要求灌装生产线轴心线向外扩延2~3m的空气洁净度应达到100级,并确保洁净区压力高于非洁净区压力。
空气过滤器的功效分为初效、中效、亚高效、高效四级,它们选用不同的滤材,以截留粒径不同的灰尘。
水饮料灌装线的100级洁净室一般采用垂直单流向的送风方式,格栅地面回风或相对两侧墙下部均布的回风口回风。垂直单流向送风的需要条件是要有断面>0.25m/s以上的风速,以控制空气的对流。
不同洁净度之间及洁净区与非洁净区之间的压差≥5Pa,洁净区与室外压差≥10Pa,洁净度越高,压力越高,以防止外界污物随空气从门窗或其他缝隙渗入洁净室。灌装洁净室要有合适的温、湿度环境,温度应控制在19~25℃之间,相对湿度30%~45%。
2.2 果菜汁的灌装工艺及关键设备
果菜汁的灌装工艺分无菌灌装和后灌装杀菌两种。
2.2.1 灌装工艺
(1)无菌灌装工艺流程(图2-2-9)
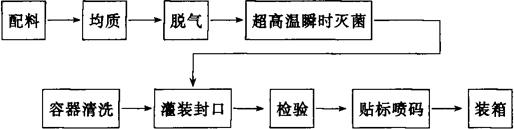
图2-2-9 无菌灌装工艺流程
以上是用于玻璃瓶、金属三片易拉罐包装的果菜汁饮料的灌装工艺。无菌灌装必须满足下列条件:
①饮料经过巴氏灭菌;
②送入无菌的容器;
③送入无菌的瓶(罐)盖;
④通过无菌净化室创造一个无菌的灌装生产环境。
(2)后杀菌灌装工艺流程(图2-2-10)

图2-2-10 后杀菌灌装工艺流程
对于一般果菜汁,后杀菌为巴氏灭菌;植物蛋白饮料由于可能有芽孢菌,必须使用121℃的后高温杀菌,而且要在高于大气压的密闭设备中进行。
果菜汁类饮料的品种很多,确定其生产工艺要视品种的不同而具体情况具体分析,这点远不如水饮料那样具有常规的、成熟的工艺流程。在确定一条生产工艺时,最好先小试,然后再确定工艺设备,投入生产性运行。其目的是在保证最终产品质量的情况下,能够最大限度地保持原果菜汁的色香味及营养成分。
2.2.2 关键装备
(1)水处理设备 容器的清洗(果菜汁饮料一般使用非回收容器),其用水采用粗滤+紫外线杀菌后的处理水即可。
(2)灌装封口设备 果菜汁的包装容器主要是玻璃瓶、金属三片易拉罐和复合纸利乐包装,砖型利乐包装是前杀菌的无菌包装,设备多为进口。PET瓶耐热性不好,不适宜前杀菌的热灌装或灌装后杀菌。
对于不回收的玻璃瓶和易拉罐在灌装前需用无菌水冲瓶或冲罐,对于热灌装的玻璃瓶,最好用蒸汽加热冲瓶水,起到温瓶的作用。
果菜汁的灌装采用常压灌装机,要注意要求灌装缸及管道应内抛光,以便于清洗。与饮料接触的所有设备部位要避免使用铜、铁金属制件,以免饮料被造成金属污染。
玻璃瓶的封口可以是皇冠盖压封、金属防盗盖压纹封或三(四)旋盖的旋封,这几种型式的封口装置,都能与常压灌装机组合成“二合一”机型。需要提醒的是,当采用后杀菌工艺时(尤其是植物蛋白饮料的高温高压杀菌),要注意选用耐高温的瓶盖橡胶内衬。
金属二、三片罐的封口原理相同,设备也能通用。最好在三片罐封罐机上增加抽真空装置或充氮机构,以保证产品质量。
(3)杀菌设备 为防止果蔬类饮料发霉、发酵、发酸,要用巴氏灭菌法杀灭饮料中的霉菌、酵母菌、细菌。无菌热灌装的灌前杀菌使用超高温瞬时灭菌机,这种设备由蒸汽加热,温度高于巴氏灭菌温度,时间稍短。
果蔬类饮料的后杀菌可选用巴氏杀菌机,常压连续式采用循环热水杀菌、循环温水预冷、冷却水喷淋三段处理形式,杀菌温度自控,杀菌时间可调。这种巴氏杀菌机能严格掌握加热温度和时间,对饮料色、香、味及营养成分的破坏能达到最小。
对于植物蛋白饮料的后杀菌,要采用高温、高压的卧式杀菌锅,杀菌方式有水杀和气杀两种。
2.3 其他不含气液体的灌装工艺及关键装备
以下是一些液体产品在20℃时的粘度:
无菌牛奶 0.004Pa·s
植物油 0.07Pa·s
清洗液 0.7Pa·s
洗发香波 3Pa·s
对于有粘度的产品,要首先确定灌装的温度,并检测出该温度下的灌装时产品的粘度(以Pa·s计),用以确定选用称重式灌装机或容积式压力灌装机。一些产品有触变性;搅动产品时,粘度会产生变化;当停止搅动时,粘度又会恢复到原先的数值。有粘度的产品易起泡沫。例如:牛奶在<8℃及>65℃时比20℃时更易起沫。一般常见的洗涤类日化产品的粘度<0.5Pa·s时也易起沫。选择灌装机机型时要考虑到包装容器瓶口或瓶身直径的大小,这样才可以向灌装机制造厂商提出对灌装阀的改进要求,是采用长管阀还是采取其他的措施提高灌注的平稳性。合理的灌注速度,定量准确、灌装阀无滴漏也是这类液体灌装设备必须保证的。
称重式灌装机有机械称量和电子称量两种,而电子称量灌装机又分为总重称量和净重称量两种机型。
用于不含气液体包装的灌装机械还有:
2.3.1 牛奶、调味品塑料袋包装的袋式包装机;
2.3.2 小于25mL的保健药品、营养品的小瓶灌装封口机(长管阀压力灌装原理);
2.3.3 类似瓶身中心线与瓶口中心线有夹角的异形瓶的灌装封口机(称重式或容积式);
2.3.4 马口铁桶的低粘稠液体灌装机等。