玻璃瓶的强化技术
出处:按学科分类—工业技术 中国轻工业出版社《软饮料工业手册》第645页(2063字)
对于内部有压力的碳酸饮料,热灌装以及需要加热杀菌和急冷却的饮料瓶罐,耐压、耐冲击和耐热三个强度是极为重要的。
提高耐压性必须提高抗拉强度,瓶罐应无损伤,同时加大厚度和进行表面强化等。抗冲击强度是为了避免输送或运输过程中因碰撞、落下而产生的瓶罐破损。提高抗冲击强度的途径与提高耐压强度相同。提高耐热性除瓶罐无损伤,表面强化外,还应减少瓶的厚度,这与提高耐压和抗冲击强度是相矛盾的。玻璃瓶表面强化的方法有以下几种。
(一)物理强化
物理强化是通过淬火方法,将玻璃高温加热并急冷,使其表面产生压缩力,内部产生抗拉力,使压缩层深度达数百微米。
(二)化学强化
化学强化是在某一温度条件下,用化学离子交换方法,将玻璃成分之一的钠离子用比其离子半径大的钾离子取代,与物理强化一样,使玻璃表面产生压缩力,内部产生抗拉力,从而使玻璃表面得到强化。只要没有穿透该压缩层(数百微米)的深伤,玻璃的强度就可以提高,利用这一原理制造的化学强化瓶(CST瓶)可用作果蔬汁饮料等的包装容器。
化学强化瓶的优点如下:
(1)实现瓶罐轻量化 通过瓶内外面的强化,可使瓶重减轻50%~60%。而且还可进一步提高瓶的机械强度。例如500mL的一般玻璃瓶重445g,平均壁厚3.8mm,一箱空瓶重10.68kg;轻量化瓶重为200g,平均壁厚2.3mm,1箱空瓶重仅有4.8kg,轻量瓶重减少55%。
(2)可以降低物流费用 由于轻量化,每一包装单位的容积可以减少5%,质量、容量的减轻可以减少包装的物流费用,而且可以减少破瓶事故发生。
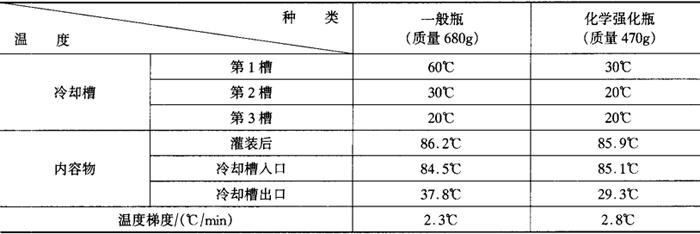
(3)可以提高急冷温差 壁厚减少和表面强化可以提高急冷程度,减少热胀引起的破瓶,提高产品合格率。杀菌后急冷工艺可以减少加热臭,防止风味劣化,减轻褐变现象和抑制糖类转化,从而提高内容物质量。使用化学强化瓶的果汁饮料在20min内通过冷却槽的冷却效果见表3-2-2,目前化学强化瓶破瓶的内外温差可达70~80℃,而一般玻璃瓶的急冷温差仅45℃左右。
表3-2-2 化学强化瓶的冷却效果
(三)表面涂层
为了提高玻璃瓶表面的光滑性,防止或减少玻璃瓶在饮料生产过程或运输流通中因相互磨擦碰撞引起的表面损伤,开发了各种表面涂层技术。
1.热涂层
成型后立即在高温状态下,通过锡或钛的挥发性化合物的蒸汽室,使其外表面蒸镀氧化锡或氧化钛的膜层。涂膜剂一般使用四氯化锡或四氯化钛,涂层厚度5~10nm。热涂层瓶的耐压强度、抗冲击强度可以提高1~2倍,同时耐热性也大大提高。
2.冷涂层
在从退火窑出来的玻璃瓶外表面喷涂各种有机润滑剂,在瓶表面形成滑性涂膜,以减少瓶壁在运输等过程中由于互相碰撞引起的损伤。
3.双涂层
双涂层技术合并采用热、冷涂层技术,可以提高涂层效果。
4.塑料涂层
用浸渍法或粉体静电涂布法等将聚乙烯基树脂或聚氨酯树脂、环氧树脂等涂布于玻璃瓶的表面,形成塑料涂层。塑料涂层不仅增加了瓶的强度,减少碰撞时的噪声污染,防止瓶表面损伤,同时对碳酸饮料、啤酒等有内压的玻璃瓶还有防爆效果,避免破瓶时碎片飞散。采用有色涂层还可以增加美观,并防止紫外线的穿透,提高饮料保存性。
5.塑料膜
用热缩性聚乙烯膜或发泡苯乙烯膜套封玻璃瓶表面。
以上表面涂层技术提高了玻璃瓶表面光滑性和冲击吸收性,为了提高其效果,在生产和输送过程中必须防止瓶的损伤,诸如限位器、螺旋导轨、输送机导轨等最好采用树脂材料,减少瓶口损伤。
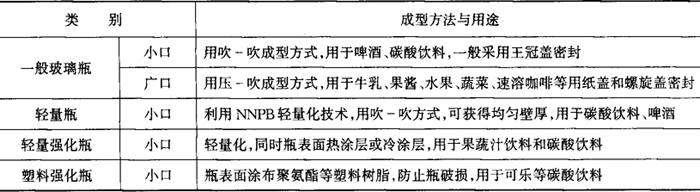
各种玻璃瓶及其用途见表3-2-3。
表3-2-3 各种玻璃瓶及其用途