电瓷工厂设计参数指标
出处:按学科分类—工业技术 华南理工大学出版社《陶瓷工厂设计手册》第222页(1538字)
1.新增装机容量与耗用电瓷量关系(表617)
表6-17 新增装机容量与耗用电瓷量关系
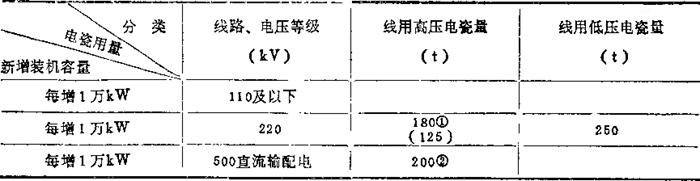
注:①摘自“醴陵电瓷”1985、1,P6,唐绍裘:
②摘自“85年中南电瓷避雷器行业情报网会议报告”,卢盛英。
2.500kV直流输电线路结构
高压线路用电瓷占比例70%(其中悬式70%,针式30%)。
高压电站用电瓷占比例30%。
〔例一〕 葛洲坝-上海,直流500kV输电线路需用10t级悬式绝缘子12万片,16t级悬式绝缘子18万片,21t悬式绝缘子3.9万片。
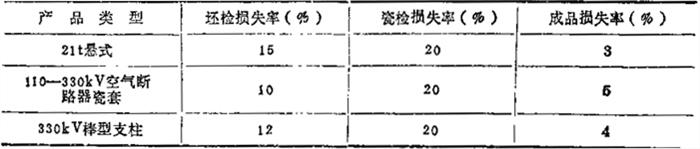
3.各类产品加工过程损失率(高强度瓷设计参考指标),参见表6-18。
表6-18 高强度电瓷加工过程损失率指标
4.瓷泥比——指工厂工艺设计中,物料衡算估计成型需要含水分为19%泥料的数量所采用的参数,系以瓷件重量作为基数1.
高强度电瓷生产,其瓷泥比取1:5(某设计院指标)。
5.新料消耗指标——即瓷件生产流程所需新料按瓷件重量为基数的比例指标。
高强度电瓷生产,新料消耗指标采取1.6(某设计院指标)。
6.压滤前混合泥浆的一般要求(南方某厂)。
(1)新浆:旧浆=1:1-1.5;
(2)混合泥浆水分:60士4%。
7.原料消耗定额见表6-19[6]。
表6-19 电瓷工厂原料消耗定额

注①只考虑到不可回收的损失,可供原料供应及成本计算时参考;
②未考虑到可回收与不可回收的总损失,为选用设备选型计算时参考。
③本参数适合普通高压电瓷生产工艺设计参考。
8.釉料消耗定额;见表6-20[6]。
表6-20 陶瓷工厂釉料消耗定额
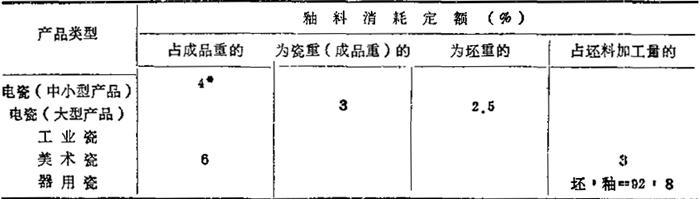
* 指包括加工过程中的损失。
9.匣钵及其泥料耗定额(来源同上表),见表6-21。
表6-21 陶瓷工厂匣用原料消耗定额

* 包括支座
10.石膏用量定额(来源同上表)。
电瓷可塑法成型石膏消耗定额按下式估算:
(0.025-0.003)×1.1 (1.1为不均衡系数)