晶体管弧焊电源的工作原理
书籍:焊接技术手册
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第655页(882字)
1.晶体管弧焊电源的基本原理(图11-12)
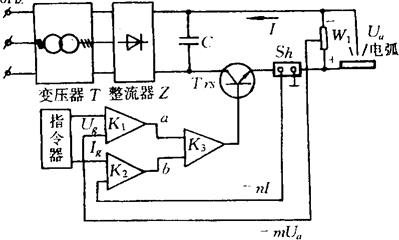
图11-12 晶体管弧焊电源原理电路
图中T是降压变压器,将380V或220V降至几十伏焊接所需电压。Z是整流器,将50Hz的交流电变成直流电。Trs是大功率晶体管组。若Trs工作在开关状态(用开关型晶体管),则组成开关式晶体管弧焊电源。若Trs工作在线性放大状态,则组成模拟式晶体管弧焊电源。模拟式输出电压可以重现给定信号的波形。当给定信号是脉冲形式时,输出电压也呈脉冲形式,这就构成了脉冲晶体管弧焊电源。
2.晶体管弧焊电源外特性控制
这种控制是靠改变电压电流的反馈量来实现的。若仅引入电压反馈,可获得恒压源。若仅引入电流反馈,则获得恒流源。若同时引入电压、电流反馈,则得到缓降外特性。下降的斜率取决于电压、电流反馈量的比例,即

式中 Uh——输出电压;
Ih——输出电流;
K2,K1——放大器放大系数;
n,m——放大器采样比例系数。
图11-13示出了模拟晶体管弧焊电源的外特性。其中1是仅有电压反馈的恒压源外特性,2是仅有电流反馈的恒流外特性,3、4是混合反馈的缓降外特性。P点是仅取决于给定电压和给定电流的工作点。改变电压、电流反馈量的比例,即改变K2/K1或n/m,能使外特性曲线绕P点转动。因此可以得到所需的任意斜率的外特性曲线,满足不同焊接方法的需要,获得优良的焊接质量。

图11-13 晶体管弧焊电源外特性曲线
上一篇:晶闸管弧焊电源的技术数据和用途
下一篇:焊接技术手册目录