我国堆焊用焊条标准概述
出处:按学科分类—工业技术 上海科学技术文献出版社《焊接材料选用手册》第204页(2760字)
我国国家标准GB/T 984-2001《堆焊焊条》规定了堆焊焊条的型号分类、技术要求、试验方法及检验规则等内容,适用于手工电弧焊表面耐磨堆焊。
焊条型号根据熔敷金属的化学成分、药皮类型和焊接电流种类划分,而碳化钨管状焊条型号则根据芯部碳化钨粉的化学成分和粒度划分。
型号编制方法如下:型号中的第一字母“E”表示焊条;第二字母“D”表示用于表面耐磨堆焊;后面用一个或两个字母、元素符号表示焊条熔敷金属化学成分分类代号(见表4.2-1),还可附加一些主要成分的元素符号;在基本型号内可用数字、字母进行细分类,细分类代号也可用短划“-”与前面符号分开;型号中最后两位数字表示药皮类型和焊接电流种类,用短划“-”与前面符号分开(见表4.2-2)。
表4.2-1 熔敷金属化学成分分类(GB/T 984-2001)

表4.2-2 药皮类型和焊接电流种类(GB/T 984-2001)

当药皮类型和焊接电流种类不要求限定时,型号可以简化,如EDPCrMo-A1-03可简化成EDPCrMo-A1。
对于碳化钨管状焊条,其型号中第一字母“E”表示焊条;第二字母“D”表示用于表面耐磨堆焊;后面字母“G”和元素符号“WC”表示碳化钨管状焊条,其后面数字1、2、3表示芯部碳化钨粉化学成分分类代号(见表4.2-3);短划“-”后面为碳化钨粉粒度代号,用通过筛网和不通过筛网的两个目数表示,以“/”相隔,或是只用通过筛网的一个目数表示(见表4.2-4)。
表4.2-3 碳化钨粉的化学成分(GB/T 984-2001)

表4.2-4 碳化钨粉的粒度(GB/T 984-2001)

注:1.焊条型号中的“×”代表“1”或“2”或“3”,表示不同的碳化钨颗类型。
2.允许通过(“-”)筛网的筛上物≤5%,不通过(“+”)筛网的筛下物≤20%。
芯部碳化钨粉WC1和WC2的质量分数应为( ),WC3的质量分数由供需双方商定。完整的焊条型号举例如下:
),WC3的质量分数由供需双方商定。完整的焊条型号举例如下:


熔敷金属的化学成分和硬度应符合表4.2-5的规定。
表4.2-5 熔敷金属化学成分及硬度(GB/T 984-2001)

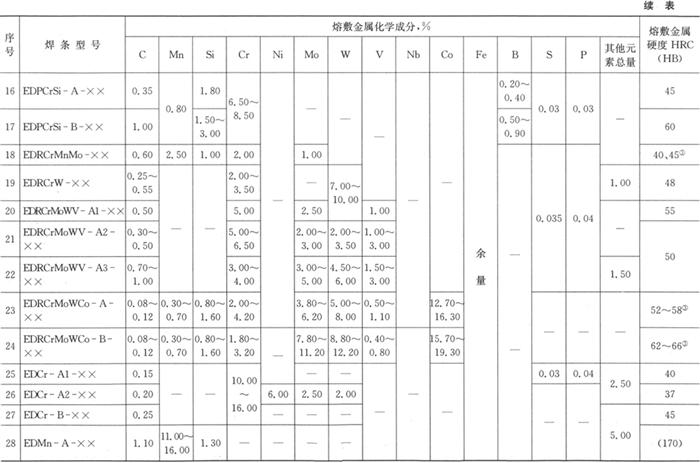





注:1.若存在其他元素,也应进行分析,以确定是否符合“其他元素总量”一栏的规定。
2.化学成分的单值均为最大值。硬度的单值均为最小平均值。
3.为经热处理的硬度值,热处理规范在说明书中规定。
对化学分析(焊条Φ3.2、Φ4.0、Φ5.0)试验,取样位置距试板上表面最小距离应为16mm。对硬度试验,试件应以平焊位置施焊,试件应至少堆焊4层,每道焊缝宽度不应大于焊条直径的4倍。堆焊时每焊完一道,应冷却至(100±10)℃再开始焊下一道焊缝。
在GB/T 984-2001标准中,堆焊焊条共分为14个类型80个型号,其中EDP型有17个型号,EDR型有7个型号,EDCr型有3个型号,EDMn型有6个型号,EDCrMn型有4个型号,EDCrNi型有3个型号,EDD型有5个型号,EDZ型有10个型号,EDZCr型有12个型号,EDCoCr型有5个型号,EDW型有2个型号,EDTV型有1个型号,EDNi型有2个型号,加上EDGWC型碳化钨管状堆焊焊条还有3个型号(每个型号有5个不同的碳化钨颗粒度)。
在标准的附录A中,简要地介绍了上述14个类型堆焊焊条的性能及其用途,下面还将对这些焊条的应用进行详细讨论。
国内生产的堆焊焊条有时还用牌号来表示,牌号的开头为英文大写字母D,表示堆焊焊条,后面跟3个阿拉伯数字如D327、D802等,3位数的末位数代表药皮类型,其中2为钛钙型,6为低氢钾型,7为低氢钠型,8为石墨型。按1997年机械工业部编制的《焊接材料产品样本》中堆焊焊条牌号规定,根据“主要用途”来划分,堆焊焊条共分九大类:
D00×-09× 不规定
D10×-24× 不同硬度常温堆焊焊条
D25×-29× 常温高锰钢堆焊焊条
D30×-49× 刀具工具堆焊焊条
D50×-59× 阀门堆焊焊条
D60×-69× 合金铸铁堆焊焊条
D70×-79× 碳化钨堆焊焊条
D80×-89× 钴基合金堆焊焊条
D90×-99× 待发展堆焊焊条
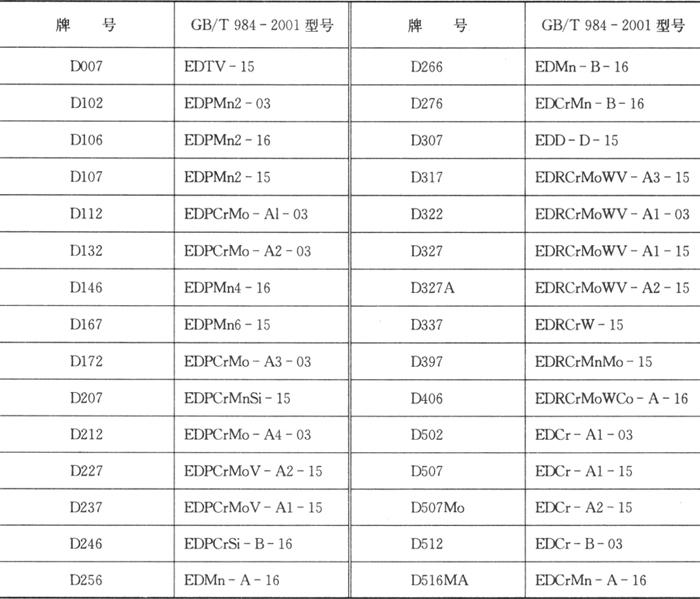
表4.2-6为部分堆焊焊条牌号与相应型号的对照表。
表4.2-6 部分堆焊焊条牌号与GB/T 984-2001型号对照