粉末冶金钢
出处:按学科分类—工业技术 轻工业出版社《工模具材料应用手册》第50页(1345字)
近年来,已经生产了用粉末冶金(P/M)法来改善工具钢的性能。这种方法,是将一定成分的预合金熔体,用气体雾化并冷却得到的细粉末,经筛分并压入到抽真空的钢容器中,再经热等静压法使之完全压实达到紧密程度。粉末压块可用通常的冶金设备轧制或锻制到要求的尺寸,在某些情况下,可直接用压坯制成工具。
P/M工具钢有两个最主要的优点:可完全消除宏观偏析和具有细小均匀的碳化物分布。因而可获得更深的硬化层及高的硬化特性曲线(指在高温下较短的保温就可淬硬——译注)(见图8)。这点对有脱碳倾向的钼高速钢是很重要的。对大尺寸的棒材,P/M产品还可有较少椭圆度变形(见表13)。
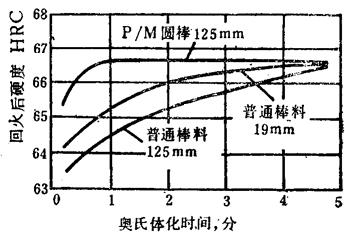
图8 P/M材和普通材M2S(HC)工具钢淬硬特性曲线的比较棒材直径1200℃淬火,550℃2+2+2小时回火,在半径的中部测定硬度。
表13 大圆棒M2S钢椭圆度变形
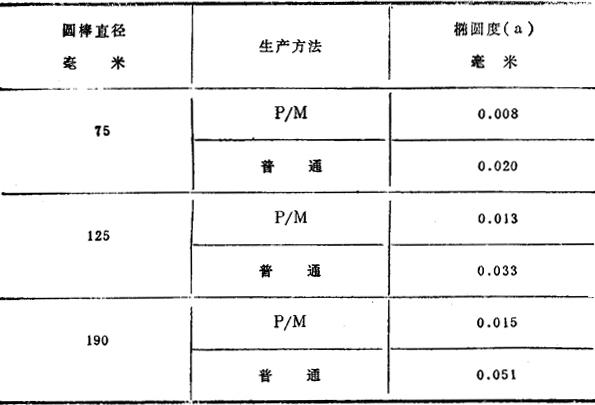
注:(a)经正常热处理大直径减去最小直径。
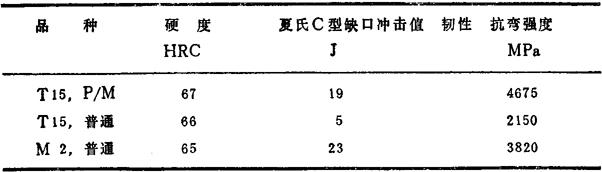
在P/M工具钢中加入硫时,呈现有非常细小、均匀的硫化物。这些硫化物的存在可改善切削加工性。而且与普通法生产的工具钢相比,还具有更为良好的可磨削性(图9),及较高的韧性(图10及表14),这是由于它的显微组织得到了细化的缘故。
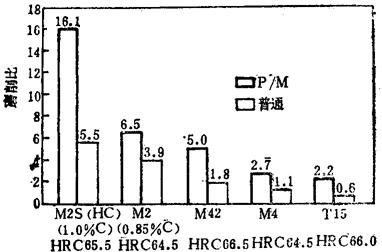
图9 P/M和普通生产的工具钢磨削比的比较
磨削比是用被磨掉的金属量除以磨轮的磨损量来测量的(高的磨削比意味着金属磨掉的效率较高)
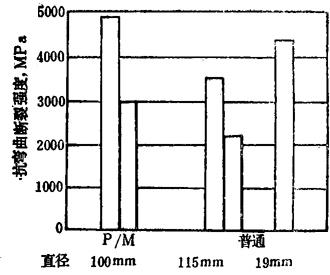
图10 P/M和普通生产的M2S(HC)工具钢抗弯强度的比较
试样淬火并回火到HRC65。细线条为纵向抗弯强度;粗线条为横向抗弯强度
表14 P/M和普通工具钢的机械性能
据1979年报导,用P/M法生产的AISI高速钢产品有:M2、高硫和高碳M2、含硫M3(2)、M4、含硫M35、M42和T15。在各类用途中,P/M钢可以代替与之相对应的普通钢,特别适于大尺寸工具。
P/M法可消除有害的宏观偏析,可以较容易地制造出新的高合金工具钢。据报导现在可以供货的一种含1.50C,3.75Cr,3.00V,10W,5.25Mo及9Co的工具钢,其热硬度比任何高速钢都高。它已用于要求苛刻的切削刀具,如某些航天合金的切削加工及要求高速度、大进刀的切削刀具。另一种CPMlOV钢,含2.45C,5.25Cr,9.75V及1.30Mo,是针对要求具有极高的耐磨性的冷作和温作模具而设计的。这种钢的显微组织中,在基体上分布有硬而耐磨的钒碳化物。CPM10V钢在常温下的耐磨性超过T15钢。