运用网络计划技术合理安排
出处:按学科分类—经济 企业管理出版社《现代企业内部会计实用手册》第1139页(2992字)
A513细纱机大修理工程
某棉纺织厂A513细纱机的大修理,总工期计划为六天,现应用网络计划技术对大修理任务进行合量的安排。
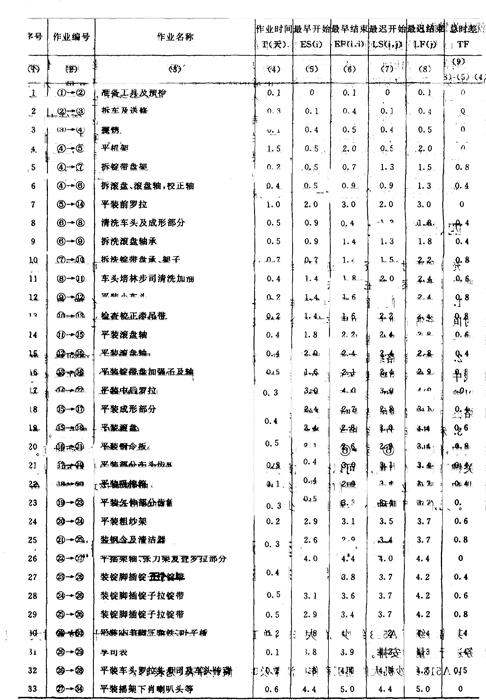
1.A513.细纱机大修理工程作业清单及时间值计算表(见表1)。
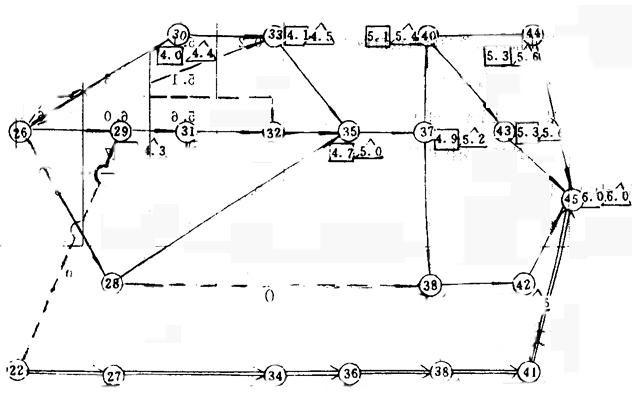
二、网络计划图:
说明:
①单位以“天”为单元。
②6人分四条线开展工作,底线为1#2#,再上一条为3#,3#上一条为4#4#上一条为5#,6#
③细纱机大修理由六人一起配合工作,分工很细,又需机修车间等部门的配合,因此我们排了一个网络图,来研究一台细纱机的大修理过程。通过网络图我们找到关键路线和非关键路线,看到增产节约潜力的所在。

图1
A513细纱机大修理工作进度网络图
A513细纱机大修理工作进度网络图
①→②准备工具及予检(0.1天)
②→③拆车及送修(0.3天)
③→④擦锈(0.1)天
④→⑦拆锭带盘架(0.2天)
④→⑤平机架(1.5天)
④→⑥校正轴拆滚盘滚盘轴(0.4天)
⑥→⑨拆洗滚盘轴承(0.5天)
⑥→⑧清洗车头及成形部分(0.5天)
⑦→⑩拆洗浸锭带盘轴承架子(0.7天)
⑨→⑿平装小车头(0.6天)
⑧→⑾车头培林步司清洗加油(0.4天)
⑩→⑿检查校正牵吊带(0.2天)
⑿→⒂平装滚盘(0.4天)
⑾→⒂平装滚盘轴(0.4天)
⒀→⒃平装锭带盘架子及轴(0.5天)
⒂→⒅平装滚盘(0.4天)
⒂→⒄平装成形部分(0.3天)
⒃→(21)平装钢反(0.5天)
⒅→⒇平装吸棉箱(0.1天)
⒄→⒆平装部分车头齿轮(0.3天)
⑤→⒁平装前罗拉(1天)
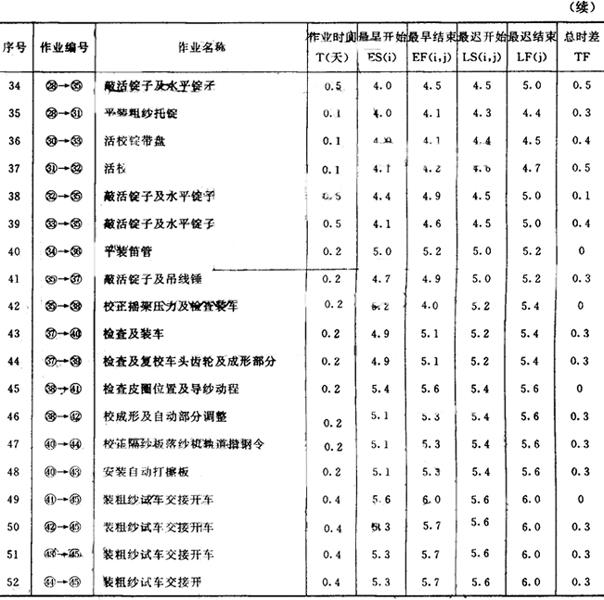
⒁→(22)平装中后罗拉(1天)
⒆→(23)平装欠伸部分齿轮(0.3天)
⒇→(24)平装粗纱架(0.2天)
(21)→(25)装钢令及洁清器(0.3天)
(24)→(26)装锭脚插锭子拉锭带(0.5天)
(23)→(26)装锭脚插锭子拉锭带(0.5天)
(25)→(26)装锭脚插锭子拉锭带(0.5天)
(22)→(27)平摇架轴张力架复查罗拉部分(0.4天)
(26)→(29)装横动装置享司表(0.1天)
(26)→(30)平装小羊脚,三角铁,叶子板(0.2天)
(28)→(28)平装车头罗拉头步司装好车头传动(0.2天)
(27)→(34)平装摇架,下肖,喇叭头等(0.6天)
(28)→(35)敲活锭子及水平锭子(0.5天)
(29)→(31)平装粗纱托锭(0.1天)
(30)→(33)活校锭带盘(0.1天)
(31)→(32)活校滚(0.3天)
(32)→(35)活校滚盘(0.3天)
(23)→(35)敲活锭子及水平锭子(0.5天)
(34)→(36)平装笛管(0.2天)
(35)→(37)敲活锭子及一插(0.2天)
(36)→(38)校正摇架力及检查装车(0.2天)
(37)→(38)检查及复校车头齿轮及成形部分(0.2天)
(37)→(40)检查及装车(0.2天)
(38)→(41)检查皮圈位置及导纱动程(0.2天)
(38)→(42)校成形及自动部分调整(0.2天)
(40)→(43)安装自动打擦板(0.2天)
(40)→(44)校正板及落纱机导轨措钢令(0.2天)
(41)→(45)装粗纱、试车、交接开车(0.4天)
(42)→(45)装粗纱,试车,交接,开车(0.4天)
(43)→(45)装粗纱,试车,交接开车(0.4天)
(44)→(45)装粗纱,试车,交接开车(0.4天)