焊剂的组成、性能及应用特点
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第92页(3101字)
埋弧焊接是一种高效率、自动化程度高的焊接方法,我国自20世纪50年代开始生产埋弧焊焊剂,随着埋弧焊和电渣焊在生产中的广泛应用,我国的焊剂生产也得到了长足的发展。我国目前熔炼焊剂的用量更大一些。但随着焊接技术的不断提高,由于烧结焊剂具有许多优越性且焊剂的生产可实现机械化,烧结焊剂将会有更大的发展与应用。
1.焊剂的组成
(1)熔炼焊剂的组成 熔炼焊剂是由一些氧化物和氟化物组成的。它和焊条熔渣的成分类似,实际上也是一种特殊熔炼的“渣”,但不同于焊接以后的渣,因为在焊接过程中焊剂与金属进行了一系列冶金反应。表1-3-14列出了我国常用熔炼焊剂的组成成分。
(2)烧结焊剂的组成 烧结焊剂的组成也和焊条药皮的组成相似,通常由三类物质组成,即矿物、铁合金和化工产品,与焊条药皮不同的是在烧结焊剂中不需有机物造气。焊剂与焊条药皮的作用相类似,也起稳弧、造渣、脱氧、合金化等作用。表1-3-15为我国常用烧结焊剂的组成成分。
表1-3-14 常用熔炼焊剂的组成成分

注:表中R2O为K2O+Na2O的总和。
表1-3-15 常用烧结焊剂的主要组分

与熔炼焊剂相比,烧结焊剂具有许多优点。
①在烧结焊剂里可以加脱氧剂,脱氧充分,而熔炼焊剂不能加脱氧剂。
②烧结焊剂可以加合金剂,用普通的低碳钢焊丝配合适当的焊剂可以方便地对焊缝金属合金化。而熔炼焊剂只能配一定成分的焊丝才能对焊缝金属合金化。
③烧结焊剂的碱度调节范围较大,当焊剂碱度大于3时仍可具有较好的焊接工艺性能。采用高碱度的焊剂有利于获得高韧性的焊缝。
④烧结焊剂的松装比较小,适于制造高速焊剂或大线能量焊接用焊剂。
⑤烧结焊剂比熔炼焊剂具有更好的抗锈、抗气孔能力。
但烧结焊剂与熔炼焊剂相比还存在以下缺点:焊接工艺参数的变化会影响到焊剂的熔化量,致使焊缝金属的成分因此而出现波动;烧结焊剂的吸潮性较大,容易增加焊缝的含氢量,其存放条件及焊前烘干的要求比熔炼焊剂严格。
2.焊剂与焊丝的选配
为获得高质量的焊接接头,必须针对不同的钢种选用合适牌号的焊剂及配用焊丝。应根据被焊钢材的类别及对焊接接头性能的要求选择焊丝,并选择适当的焊剂相配合。一般情况下,对低碳钢、低合金高强钢的焊接,应选用与母材强度相匹配的焊丝;对耐热钢、不锈钢的焊接,应选用与母材成分相匹配的焊丝;堆焊时应根据对堆焊层的技术要求、使用性能等,选择合金系统相近成分的焊丝并选用合适的焊剂。
埋弧焊焊丝的型号与牌号的对照如表1-3-16所示。国产埋弧焊焊丝的牌号及化学成分如表1-3-17所示。
表1-3-16 埋弧焊焊丝的型号与牌号对照

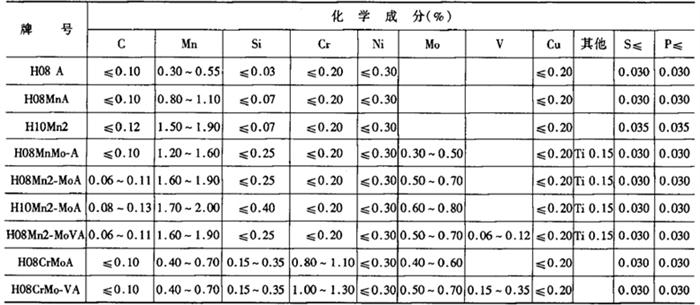
表1-3-17 国产埋弧焊焊丝的牌号及化学成分(GB/14957-95)
还应根据所焊产品的技术要求(如坡口和接头形式、焊后加工工艺等)和生产条件,选择合适的焊剂与焊丝的组合,必要时应进行焊接工艺评定,检测焊缝金属的力学性能、耐腐蚀性、抗裂性以及焊剂的工艺性能,以考核所选焊材是否合适。
埋弧焊焊剂与焊丝的选用举例
(1)低碳钢焊剂与焊丝的选用 可选用高锰高硅低氟焊剂配合H08A或H08E,目前常用的为H08A+HJ431(HJ430、HJ433、HJ434)组合。HJ431与HJ430相比,电弧稳定性改善,但抗锈能力和抗气孔能力降低;HJ433含CaF2较低、SiO2较高,有较高的熔化温度及黏度,焊缝成形好,适宜薄板的快速焊接;HJ434加入了TiO2,CaO和CaF2含量略高,其抗锈能力、脱渣性更好。
选用中锰、低锰或无锰的高硅低氟焊剂时,应选配含锰较高的焊丝,才能保证在焊接过程中有足够数量的锰、硅过渡到熔池,保证焊缝脱氧和力学性能。常用的焊丝与焊剂的组合有(H08MnA、H08Mn2、H10Mn2Si、H10Mn2)+(HJ330、HJ230、HJ130)。
采用烧结焊剂SJ301、SJ401等与焊丝H08A配合焊接低碳钢,焊缝质量优良,焊接效率高,可实现单面焊双面成形,焊缝美观,目前已在锅炉压力容器等产品上应用。常用烧结焊剂与焊丝的组合如下:
①(H08A、H08E)+(SJ401、SJ402),SJ401抗气孔能力强,SJ402抗锈能力强,适于薄板和中厚板的焊接;其中SJ402更适于薄板的高速焊接。
②(H08A、H08E)+(SJ301、SJ302),焊接工艺性能良好,熔渣属“短渣”性质,焊接时不下淌,适于环缝的焊接,其中SJ302的脱渣性、抗吸潮性和抗裂性更好,焊剂的消耗量低。
③(H08A、H08E、H08MnA)+(SJ501、SJ502、SJ503、SJ504),焊接工艺性能良好,易脱渣,焊缝成形美观。其中SJ501抗气孔能力强,主要用于多丝快速焊,特别适合双面单道焊;SJ502、SJ504适于锅炉压力容器的快速焊;SJ503抗气孔能力更强,焊缝金属低温韧性好,适于中、厚板的焊接。
常用低碳钢的埋弧焊焊剂与配用焊丝如表1-3-18所示。
表1-3-18 常用低碳钢的埋弧焊焊剂与焊丝的组合

(2)低合金钢焊剂与焊丝的选用 埋弧焊焊接低合金钢时,选用焊剂与焊丝时应保证焊缝金属的力学性能,应选用与母材强度相当的焊接材料,并综合考虑焊缝金属的冲击韧性、塑性及焊接接头的抗裂性。焊缝金属的强度不宜过高,通常控制在不低于母材强度,过高会导致焊缝金属的冲击韧性、塑性的降低。对调质钢,为避免热影响区韧性和塑性的降低,一般不采用粗丝、大电流、多丝埋弧焊,采用陶质焊剂572F-6+HJ350的混合焊剂(其中HJ350占80%~82%),配合H18CrMoA焊丝可实现30CrMnSiNi2A的埋弧焊接。常用低合金钢埋弧焊焊剂与焊丝的配用如表1-3-19所示。
表1-3-19 常用低合金钢埋弧焊焊剂与焊丝的配用
