焊前准备
书籍:实用焊接技术手册
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第208页(891字)
1.接头及坡口形式
TIG焊常用的接头形式有对接、搭接、角接、T形接头、卷边对接、端接及夹条对接等七种,后面三种适用于薄板焊接。
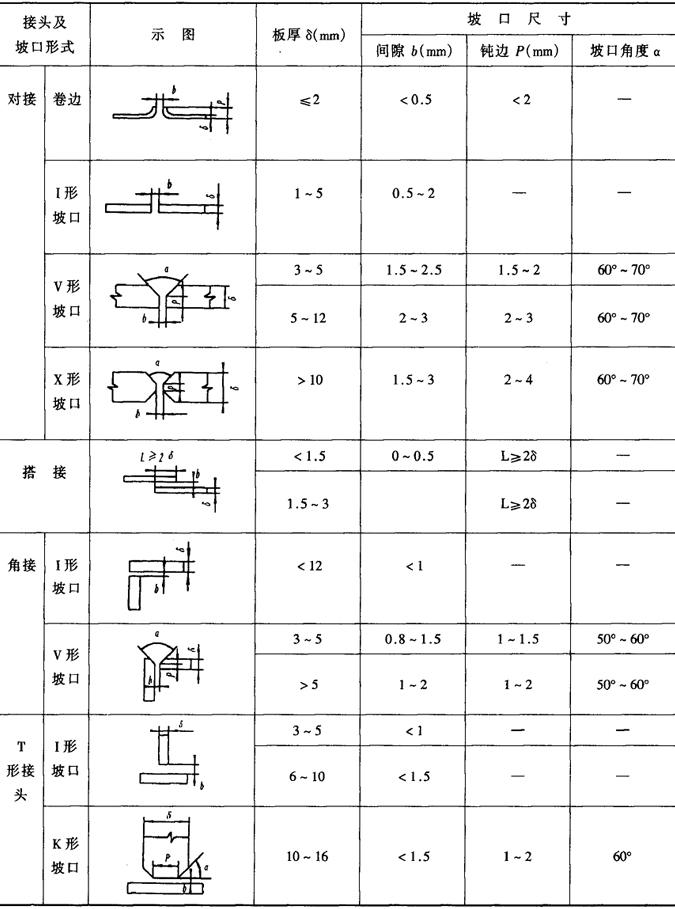
坡口形式及尺寸根据材料类型、板厚等来选择。一般情况下,板厚小于3mm时,可开I形坡口;板厚在3~12mm时,可开V形或Y形坡口。表1-6-23给出了铝及铝合金焊接接头的坡口形状及尺寸。关于各种钢的具体坡口形状及详细尺寸,请参照GB985-88《气焊、手工电弧焊及气体保护焊缝坡口的基本形式与尺寸》。
表1-6-23 铝及铝合金焊接接头的坡口形状及尺寸[2]
2.焊前清理
氩气、氦气均是惰性气体,焊接过程中不与液态金属发生任何化学反应,因此TIG焊无去氢、脱氧作用。为了保证焊接质量,必须去除焊接接头附近的氧化膜、油脂及水分。清理方法主要有:机械清理、化学清理及化学机械清理三种。
①机械清理 所谓机械清理就是采用钢丝刷、刮刀、砂布、喷砂或喷丸等机械方法去除工件表面上的氧化膜、油污等。对于铝及铝合金,通常采用刮刀或钢丝刷进行清理。对于大型钢质工件,可采用喷砂或喷丸法进行清理。而较小的不锈钢工件通常采用砂布打磨。
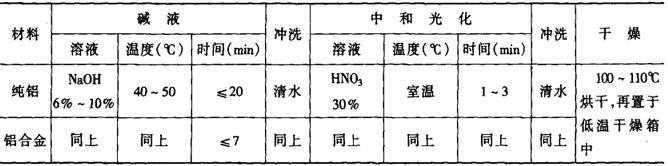
②化学清理 该方法依靠化学反应去除工件及焊丝表面的氧化膜及油污。特别适合于铝合金、钛合金、镁合金母材及焊丝的焊前处理。表1-6-24给出了铝及铝合金除油配方及工艺条件。表1-6-25给出了铝及铝合金氧化膜的化学清理配方及工艺条件。
表1-6-24 铝及铝合金除油配方及工艺条件[3]
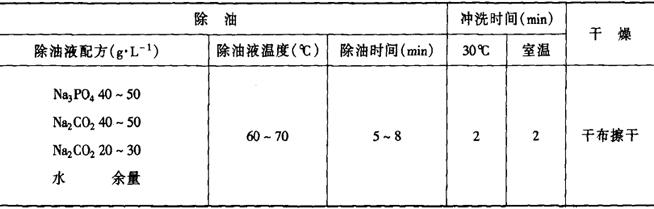
表1-6-25 铝及铝合金氧化膜的化学清理配方及工艺条件[2]
上一篇:钨极气体保护焊设备的特点及技术参数
下一篇:实用焊接技术手册目录