工艺参数的选择
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第210页(1953字)
TIG焊的工艺参数主要有:电流的种类及极性、焊接电流的大小、焊接速度、钨极直径及形状、保护气体流量等。
1.电流的种类及极性
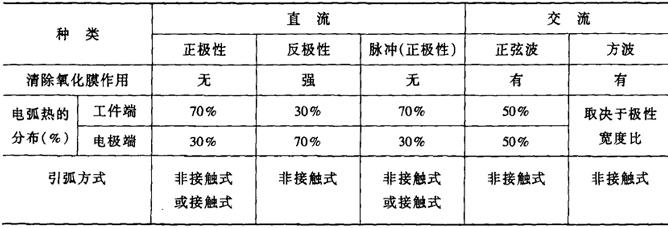
不同的电流种类及极性具有不同的工艺特点,适用于不同材料的焊接。因此应首先根据工件的材料选择电流的种类及极性,如表1-6-26所示。
表1-6-26 不同电流类型及极性接法的特点及应用范围[6]

2.电流大小
焊接电流的大小决定熔深,因此,在选定了电流的种类及极性后,要根据板厚来选择电流的大小,此外还要适当考虑接头的形式、焊接位置等的影响。
3.焊接速度
焊接速度影响焊接线能量,因此影响熔深及熔宽。通常根据板厚来选择焊接速度,而且为了保证获得良好的焊缝成形,焊接速度应与焊接电流、预热温度及保护气流量适当匹配。焊接速度太快时,易出现未焊透、咬边等缺陷;而焊接速度太慢时会出现焊缝太宽、烧穿等缺陷。
4.钨极的直径及端部形状
钨极的直径及形状是重要的TIG焊接参数之一。通常根据电流的种类、极性及大小来选择。
钨极直径的选择原则是,在保证钨极许用电流大于所用焊接电流的前提下,尽量选用直径较小的钨极。钨极的许用电流决定于钨极直径、电流的种类及极性。钨极直径越大,其许用电流越大。直流正接时,钨极载流能力最大,直流反接时载流能力最小,交流时载流能力居于直流正接与反接之间。交流焊时,电流的波形对载流能力也具有重要的影响。表1-6-27给出了不同条件下各种钨极的许用电流。
表1-6-27 常用电极的许用电流[7]


注:①所有数据均为纯氩气做保护气体时的数据;②一般不采用。
电极的端部形状对焊接过程稳定性及焊缝成形具有重要影响,通常应根据电流的种类、极性及大小来选择,表1-6-28给出了钨极各种端部形状所适用的范围及其对电弧稳定性及焊缝成形的影响。
表1-6-28 电极的不同端头形状的适用范围及其对电弧稳定性及焊缝成形的影响[8]


脉冲TIG焊时,由于在基值电流期间钨极受到冷却,所以直径相同的钨极之许用电流值明显提高,如表1-6-29所示。
表1-6-29 脉冲TIG焊推荐用的钨极端部形状尺寸及许用电流[7](直流正接)

5.喷嘴孔径及氩气流量
喷嘴孔径越大,保护区越大,但太大时,熔池及电弧的可观察性变差。对于一定的喷嘴孔径,保护气流量有一个合适的范围,流量太小时,气体挺度差,保护效果不好;流量太大时,气流层中出现紊流,空气易卷入,保护效果也不好。喷嘴孔径及氩气流量通常根据电流的种类、极性及大小来选择,如表1-6-30所示。
表1-6-30 喷嘴孔径及氩气流量的选择[3]

6.钨极伸出长度
通常将露在喷嘴外面的钨极长度叫做钨极的伸出长度。伸出长度过大时,钨极易过热,且保护效果差;而伸出长度太小时,喷嘴易过热。因此钨极伸出长度必须保持一适当的值。对接焊时,钨极的伸出长度一般保持在5~6mm;焊接T形焊缝时,钨极的伸出长度最好为7~8mm。
7.喷嘴离工件的距离
喷嘴离工件的距离要与钨极伸出长度相匹配。一般应控制在8~14mm之间。距离过小时,影响工人的视线,且易导致钨极与熔池的接触,使焊缝夹钨并降低钨极寿命;距离过大时,保护效果差,电弧不稳定。