机头压力调控部件
书籍:塑料挤出制品生产工艺手册
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第63页(830字)
(一)滤网快换装置
为提高产率和保证制品质量,在挤出机上采用多孔板-滤网组不停车更换系统。图2-51是换滤网器的一种形式,主要由换网器的驱动部分和换网器本体两大部分组成。换网器的一个关键问题是密封。密封不好就不能正常生产。图2-51所示换网器的重要特点是利用塑料本身的热力学特性,形成防止滤网与换网器本体之间漏料的一种自密封装置。
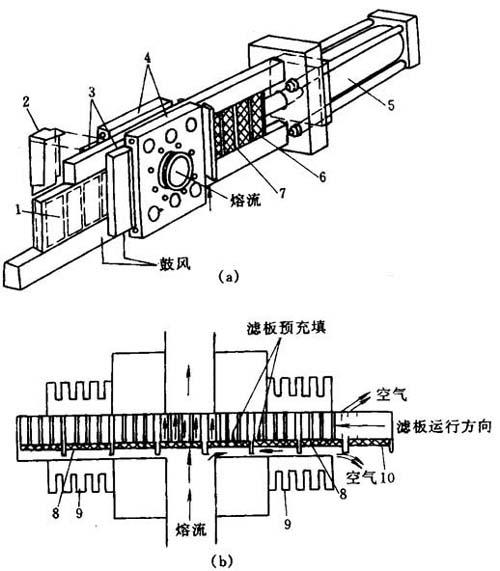
图2-51 不停车换网器装置
(a)连续换网装置总体图 (b)密封原理示意图
1-固化塑料 2-风挡(温度控制) 3-热交换器 4-换网器本体 5-外部动力源 6-滤网 7-滤板 8-聚合物密封 9-热交换器 10-干净滤网
其密封原理是:当多孔板周围渗漏出来的熔料接触到被热交换器冷却到凝固点以下的区域时,熔料固化为0.051~0.127mm厚的薄片而停止流动,当换网器连续推动时,固化的薄片连续形成,从而达到自密封的作用;同时,由于固化的塑料薄片摩擦因数小,达到推动轻便的目的。
(二)阻流器和压力调节阀
口模的产率取决于经过口模的压力降和由挤出机所产生的压力。通常是增加滤网层、阻流器或压力调节阀(见图2-52)来调节压力。挤出机有足够的机头压力以适应聚合物的塑化,适当的口模压力是理想产率的保证。
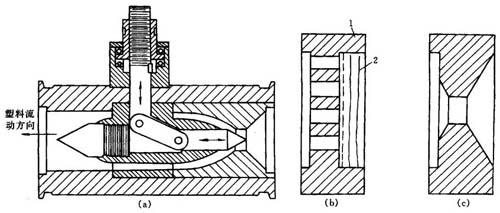
图2-52 挤出流动中的压力控制阀
(a)压力控制流线挤出阀 (b)多孔板与滤网压力控制 (c)调节板压力控制
1-多孔板 2-滤网
另外,多孔板也是一种压力控制装置,见本章第四节。
上一篇:加料系统
下一篇:塑料挤出制品生产工艺手册目录