冷却装置
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第170页(1426字)
冷却装置主要由机架、冷却辊、剥离辊、制冷系统及气刀、辅助装置组成。
1.冷却辊
冷却辊是流延薄膜中的关键部件,其直径约400~500(1)mm,长度约比口模宽度稍大。冷却辊表面应镀硬铬,抛光至镜面光洁度。熔融树脂从机头狭缝唇口挤出浇注到冷却辊表面,迅速被冷却后形成薄膜,冷却辊还具有牵引作用。
薄膜的冷却的方式有单面冷却和双面冷却两种:单面(辊)冷却如图8-5;双面冷却又分为两种方式,图8-6为单辊水槽冷却,图8-7为双辊冷却,单辊冷却结构简单,使用较普遍。单辊水槽双面冷却,冷却效果较好,但薄膜从水中通过,薄膜表面易带水,需增加除水装置,水位槽需严格控制和调节,应保持平衡无波动。双辊冷却效果好,但设备庞大,投资高。双面冷却辊的直径比流延冷却辊小,约为150~300mm,表面要求与流延冷却辊相同。

图8-5 单辊冷却示意图
1-冷却辊 2-气刀 3-机头 4-剥离辊 5-薄膜

图8-6 单辊水槽冷却示意图
1-水槽 2-冷却辊 3-气刀 4-机头 5-剥离辊 6-薄膜

图8-7 双辊冷却示意图
1-机头 2-气刀 3-第一冷却辊 4-第二冷却辊 5-剥离辊 6-薄膜
冷却辊依靠强制水循环冷却,为了提高冷却效果,降低辊筒表面温差,冷却辊,设计为夹套式,辊筒内是空心的。为了便于介质回流,夹套中间设有螺旋夹板,其结构如图8-8。
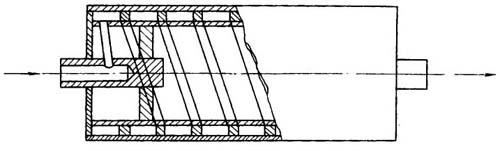
图8-8 冷却辊筒结构图
更先进的结构为双头螺旋夹套形式,介质进入辊筒分成两个流道,一道从左端进入,沿螺旋槽向右流动;另一道从右端进入,沿螺旋槽向左流动。这样的交叉流动,更加减少了辊筒表面温差。
采用单辊冷却,增大冷却辊直径,也能提高冷却效果,一般辊筒直径在500mm以上。
为了生产出高透明度的薄膜,辊筒表面要光滑,其粗糙度不能大于Ra0.05μm,最好制成特殊的辊面即无光辊,可采用喷砂工艺获得。
2.气刀
气刀是吹压缩空气的窄缝喷嘴,是配合冷却辊来对薄膜进行冷却定型的装置,其宽度与冷却辊的长度相同,刀唇表面光洁,制造精度高。它的作用与吹塑薄膜的风环不同,通过气刀的气流是为了使薄膜紧贴冷却辊表面,从而提高冷却效果,生产出较透明的薄膜。在整个宽度内,气流速度应均匀,否则,薄膜质量不好。气刀的间隙一般为0.6~0.8(2)mm,气刀的角度直接影响到薄膜质量,所以,气刀对于冷却辊的角度应可以调节。另外还有两只小气刀,单独吹气压住薄膜边部,防止边部翘曲。
提高薄膜贴辊效果的方法,还有采用真空室装置,利用真空原理把薄膜和冷却辊表面之间的空气抽去,从而避免薄膜与辊筒之间产生气泡。