运输带
出处:按学科分类—工业技术 中国轻工业出版社《聚氯乙烯加工手册》第345页(2050字)
连续输送机上应用的聚氯乙烯塑料运输带,可用浸渍法或挤出法加工成型,这里只介绍挤出法生产工艺。
聚氯乙烯塑料运输带是用维棉交织而成的布带作为芯带(也可用纯维尼纶或其它纤维织成),经浸渍聚氯乙烯糊状树脂后,在其面、底两层覆上聚氯乙烯塑料制成的。其生产工艺流程见图4-7-14。

图4-7-14 输送带生产工艺流程示意图
1-预热器 2-PVC糊浸渍槽 3-压紧辊 4.5挤出机Φ60mn 6-模具 7-桥型烘道 8-输送带
生产聚氯乙烯塑料运输带时,先将整芯带通过预热器1,除去水分,然后进入浸渍槽2,使整芯带通过槽2内的浸渍辊而浸渍聚氯乙烯树脂糊。在通过几对加压辊压紧后,糊状树脂即渗入整芯带并使涂层达到一定的温度。接着进入桥型烘道使树脂塑化。涂有塑化树脂的整芯带进入挤出模具6与底、面胶相互汇合而成为制品。
挤底、面胶时,聚氯乙烯粒料自料斗分别加入两个对口排列的挤出成型机,由底胶挤出成型机4及面胶挤出成型机5,同时把聚氯乙烯带状物挤入模具6,使底、面胶在模具6内与含有已塑化的树脂的整芯带粘合成一个整体后挤出模口,最后通过压紧辊、轧花辊及冷却定型牵引辊筒一直到卷取辊,成品包装。
(一)设备与机头
下面按流程图的顺序,分别列出实际生产的主要设备及其规格尺寸以供参考。
1.挤出成型机
规格为Φ60mm的挤出成型机共两台,长径比为1:18,压缩比为1∶34的单螺纹等距渐深螺杆,螺距为45mm。
2.机头
采用两对合为一的扁平模。
3.辅助装置
(1)预热烘箱
规格为:1000×680×320mm,内设电阻丝板一组约10kW,与整芯带间距为50mm。
(2)浸渍槽
规格为:2000×800×540mm,两只开口槽。槽内各设有一个Φ100×50mm的引入辊;Φ150×510mm的浸渍辊6个以及两对φ150×510mm的加压辊。
(3)桥型烘箱
规格为:长2500×2500×2000mm,截面尺寸为320×800mm,内设12kW管型加热棒60根。整芯带与两侧加热棒的间距为70mm。
(二)配方及工艺条件
1.配方
运输带从其横截面来看,是由两层(聚氯乙烯)浸有聚氯乙烯糊的整芯带和底层)(聚氯乙烯)三层组成的。供底层与面层用的塑料是按表4-7-16中配方(1)配制的;浸渍芯带用的聚氯乙烯糊是按配方(2)在常温下搅拌配制的。
表4-7-16 配方示例

2.工艺条件。
温度控制见表4-7-17。
表4-7-17 温度控制(℃)

卷取辊与牵引辊是采用整流子电机,其速度控制见表4-7-18。
表4-7-18 产品与速度控制关系

(三)整芯带规格
目前生产的运输带有五种规格,一般以带的宽度来划分,参见表4-7-19
表4-7-19 整芯带规格

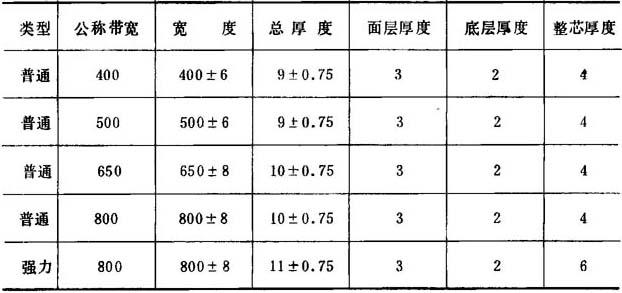
(四)运输带规格
表4-7-20 聚氯乙烯运输带规格(mm)
(五)操作中出现的问题、原因和解决的措施
表4-7-21 操作中出现的问题、原因和解决的措施
