浸酸和去酸
出处:按学科分类—工业技术 中国轻工业出版社《皮革工业手册制革分册》第142页(2808字)
(一)浸酸
1.浸酸的目的
(1)调节软化裸皮的pH值使之适合于鞣制。
(2)浸酸防腐,用于保存裸皮,如绵羊浸酸皮。
(3)在酸用量大,作用时间较长的情况下,能使胶原纤维结构进一步松散,提高成革的柔软性和延伸性。
(4)浸酸时可以达到某些特殊作用:
①加入酸性酶,提高成革的柔软性、丰满性和延伸性。
②加入有机酸在铬鞣时能起蒙囿作用。
③加入醛类鞣剂、铝鞣剂能起预鞣作用。
④加入树脂鞣剂,提高粒面和边腹部的紧密性,减少部位差。
⑤加入少量耐电解质加脂剂,起预加脂作用,使粒面平细,铬鞣剂分布较均匀,蓝湿革易回软,提高耐撕强度。
⑥加入吸铬性能强的助剂,增强裸皮吸收铬的能力,明显降低废铬鞣液中铬含量,减少铬对环境的污染。
2.浸酸用酸的种类及其性质和用途
表2-18 浸酸用酸的种类及其性质和用途

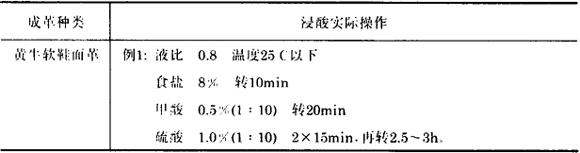
3.浸酸方法
表2-19 浸酸方法


4.技术控制要求及注意事项
技术控制要求:
(1)浸酸程度的要求
鞋面革浸酸结束时pH值2.8~3.2
服装革浸酸结束时pH值2.5~2.7(一浴铬鞣法)
2.0(变型二浴铬鞣法)
3.2~3.5(大浸酸-去酸铬鞣法)
浸酸终点通常用指示剂检查:
甲基橙 3.1~4.4(红-橙黄)
溴酚蓝 3.0~4.6(黄-蓝)
鞋面革要求浸酸留一线黄心,约1/3~1/4(溴酚蓝指示剂检查臀部切口)
服装革、软革类,以及片、削蓝湿革工艺,要求浸酸浸透,臀部切口全红(用甲基橙指示剂检查)
(2)裸皮粒面洁白,柔软,手摸发涩,用手捏有一定的塑性。浸酸浸透的臀部切口呈乳白色。
注意事项:
(1)严格控制液比,一般为0.5~0.8。
(2)浸酸通常在常温下进行,当温度在25℃以下,裸皮浸酸24h,皮质溶解很小;当温度超过30℃,皮质溶解成倍增加;当温度超过38℃,浸酸24h,皮质溶解量大于10%。因此,在夏天气温较高时,浸酸时应考虑加冰降温。
(3)浸酸操作程序是:
①调节好液比。
②加食盐转10min,用波美比重计测定食盐溶液浓度为7~8°Bé(最小食盐浓度6°Bé,通常的安全值为7~8°Bé)。
③加有机酸,如甲酸(1∶5稀释),要求稀释后的有机酸溶液的温度降低到25℃以下,才能加入转鼓。
④加无机酸,如硫酸(1∶10稀释),要求稀释后的无机酸溶液的温度降低到25℃以下,才能加入转鼓。加酸时必须在转鼓转动情况下才能进行,加酸时应缓慢加入或分次加入。稀释酸时,应将酸加入水中。稀释酸和加酸时应戴橡胶手套,注意防止酸液溅入眼睛。
⑤到达浸酸终点,立即检查裸皮浸酸程度、浸酸液pH值及浸酸液温度。
特别注意:浸酸时应先加食盐转动5~10min后再加入稀释后的酸液。如果忘记加食盐或食盐在浸酸液中浓度不够,浸酸裸皮会产生酸膨胀,俗称“酸肿”。酸肿的裸皮透明、发亮,有弹性。如果发生此现象,首先测定浸酸液的食盐浓度,如果食盐浓度小于6°Bé,说明浸酸时忘记加食盐或食盐用量不足,必须补加,消除膨胀。但发生过酸肿的裸皮,其成革强度会降低,因此,在制革生产中要注意避免发生酸肿。
⑥对每批进厂的酸液,必须化验,检测其浓度,以便浸酸时调节酸用量,准确控制浸酸液pH值。
⑦浸酸皮不能接触水,否则容易产生酸膨胀。
(二)去酸
1.去酸的目的
有些软革,如服装革和手套革,要求手感十分柔软,常采用大浸酸进一步松散胶原纤维结构,提高成革的柔软性、丰满度和延伸性。大浸酸结束后,浸酸液pH值一般为2~2.5,在这样低的pH值下铬鞣,势必延长提碱和鞣制时间,增加提碱剂用量。为了正常进行铬鞣,在大浸酸结束后提高浸酸液pH值到3.2~3.5。
2.去酸方法
猪皮服装革、手套革去酸方法如下:
倒去浸酸废液2/3
加入大苏打 2.5%
小苏打 0.5%,转40min,检查pH值3.2~3.5,然后铬鞣。