锥形磨浆机
出处:按学科分类—工业技术 中国轻工业出版社《制浆造纸手册:第八分册纸料的准备》第85页(10949字)
1.锥形磨浆机的结构(图10—1—52)

图10—1—52 锥形磨浆机结构简图
1—浆料进口 2—刀壳(定子) 3—刀辊(转子) 4—主轴 5—浆料出口 6—调节手轮
2.锥形磨浆机的刀辊、刀壳与刀隙的调节
(1)刀辊(转子)
锥形磨浆机的刀辊(图10—1—53)通常是浇注而成的空心锥体。沿锥面母线上分布着飞刀片。长的飞刀片与锥面的长度一致,短的飞刀片分布于锥面的大端,力求圆锥面上飞刀的分布均匀。

图10—1—53 锥形磨浆机刀辊结构图
1—主轴 2.8—轴套 3—楔键 4—辊体 5—箍 6—飞刀 7—盖
飞刀片的材料采用合金钢、不锈钢、青铜等,用户可根据生产需要向制造单位定购。
飞刀片的厚薄依打浆性质而定。处理游离浆,选用较薄的刀片;处理粘状浆,选用较厚的刀片。金属飞刀片一般在8~12mm间选用。需要处理高度粘状浆时,可采用厚至12mm的金属刀片或者石质刀片。石质刀片的厚度为10~60mm,所用的刀片表面较宽,则可在它的表面上再刻上一些倾斜的沟纹,以提高打浆效果。
飞刀片可采用镶嵌法固着于辊锥面的凹槽中,然后用硬木在刀间挤紧;也可采用浇注法做成整体的飞刀环套在刀辊锥形骨架上。后者可在较高的转速下操作,修刀和换刀均较方便。
锥形刀辊必须校静平衡和动平衡,以保证刀辊转动平稳,提高锥形磨浆机的工艺性能和机械性能。
(2)刀壳(定子)
锥形磨浆机的刀壳是一个与刀辊圆锥面配合而形成磨浆区的锥形壳体。它一般做成上下两半组成的剖分结构,也可以做成整体的锥形壳体底刀(定子刀)在刀壳内表面上的分布与刀辊锥面上飞刀的分布相类似,小端的刀片数较少,大端的刀片数较多,力求底刀片在刀壳圆锥面上均匀分布;但为了避免飞刀与底刀咬牙以及提高打浆性能,这些底刀片常以人字形分段排列,与锥体母线构成3~5°的倾角底刀片的材料通常与飞刀片一样。
与刀辊上的飞刀一样,锥形磨浆机的底刀可以用镶嵌法装在刀壳锥形表面上,也可以浇注成底刀环装在一个衬套上,然后再将这个衬套直接与外壳配装在一起这样,在更换底刀或者修理底刀时,只要把衬套取出而不必移动底刀座。
(3)刀隙的调节
锥形磨浆机多半是通过轴向移动刀辊的方法来调整飞刀与底刀之间的间隙的刀辊的轴向位移是借助于手轮传动蜗杆蜗轮、丝杆(图10—1—54),使操作侧轴承装配体(图10—1—70)作轴向滑动来实现的

图10—1—54 锥形磨浆机间隙调节机构
1—小手轮 2—蜗杆 3—大手轮 4—蜗轮 5—丝杆
由于间隙调节时装配刀辊的主轴随着轴承装配体要作轴向移动,因此主轴与电动机相联接的联轴器应选用滑动块弹性联轴器、尼龙销滑动联轴器、齿轮滑动联轴器或者皮带柱销联轴器这一类可以轴向位移的弹性联轴器。

图10—1—55 锥形磨浆机操作侧轴承装配体
1—丝杆 2—丝母 3—轴承 4—轴套 5—主轴
现代锥形磨浆机,刀间间隙或者打浆压力的调节是用调节电动机代替手轮进行电动调节的,也有用液压或气压系统来调节的。
3.锥形磨浆机的性能参数
(1)刀辊的线速度
锥形磨浆机锥形刀辊的线速度有两种计算方法,可任选一种进行计算
①刀辊的平均线速度(刀辊线速度的粗略计算)

式中 v0——刀辊的平均线速度(m/s)
d0——刀辊的平均直径(cm),
d1——刀辊的大端直径(cm)
d2——刀辊的小端直径(cm)
n——刀辊的转速(r/min)
②刀辊的诱导平均线速度(刀辊线速度的较精确计算)

式中 vp——刀辊的诱导平均线速度(m/s)
dp——刀辊的诱导平均直径(cm)

n——刀辊的转速(r/min)
d1——刀辊的大端直径(cm)
d2——刀辊的小端直径(cm)
L1——刀辊的长刀长度(cm)
L2——刀辊的短刀长度(cm)
(2)打浆面积
锥形磨浆机的打浆面积表示飞刀与底刀的有效接触面积有两种计算方法:通过刀辊平均直径计算打浆面积和通过刀辊分段平均直径计算打浆面积。后者比前者较为精确。
①通过刀辊平均直径计算打浆面积:


mc—底刀数(刀壳上的刀片数)
lc——底刀长(刀壳上每一刀片的长度)
δc——底刀厚(刀壳上刀片的厚度)(cm)
mp——飞刀数(刀辊上长刀片以短刀片数之和)
δp——飞刀厚(刀辊上刀片的厚度)(cm)
L1——刀辊上长刀长度(cm)
L2——刀辊上短刀长度(cm)
Bp——刀辊锥面母线的长度(cm)
d1——刀辊的大端直径(cm)
d2——刀辊的小端直径(cm)
②通过刀辊分段平均直径计算打浆面积:锥形磨浆机总的打浆面积为各段底刀与飞刀的打浆面积之和每一分段的打浆面积是:


式中 Fi——某一段的打浆面积(cm2)
Ki——某一段刀辊飞刀对底刀的接触率

Fc——某一段刀壳上刀的面积(cm2)
mp——飞刀总数(刀辊上长刀和短刀数之和)
δp——飞刀厚(cm)
ls——某一段上的飞刀长度(cm)
Di——某一段刀辊的平均直径(cm)
li——某一段刀辊锥面母线的长度或该段刀辊对应的一段刀壳上刀的长度(不计底刀倾角的影响)(cm)
mci——某一段刀壳上的底刀数
δc——底刀厚(cm)
③分段计算法举例:锥形磨浆机底刀和飞刀的排列如图10—1—56。在磨浆机刀壳上装置着三段底刀,刀辊上装置着长刀和短刀。求此锥形磨浆机的打浆面积。

图10—1—56 锥形磨浆机底刀和飞刀的排列
〔分析计算〕
具有三段底刀Ic、Ⅱc和Ⅲc的锥形磨浆机分别计算每段刀辊的打浆面积如表10—1—32所示。
表10—1—32

将各段的打浆而积相加,整理得具有三段底刀的锥形磨浆机打浆面积计算式:

式中 FⅣ——具有三段底刀的打浆面积(cm2)
mp——飞刀总数(刀辊上长刀和短刀的总和)
δp——飞刀厚(cm)
δc——底刀厚(cm)
mc1——刀壳上第一段底刀数
mc2——刀壳上第二段底刀数
mc3——刀壳上第三段底刀数
D1——相应第一段底刀的刀辊平均直径(cm)
D2——相应第二段底刀的刀辊平均直径(cm)
D3——相应第三段底刀的刀辊平均直径(cm)
Lk——刀辊上短刀的长度(cm)
Is——每一段刀辊上飞刀的长度(cm)
只要把锥形磨浆机各数据代入上式运算便可得出三段底刀的锥形磨浆机打浆面积的数值。
同理,可以得出计算具有二段底刀或四段底刀的锥形磨浆机打浆面积的计算式,再将数据代入运算即可得出相应的打浆面积的数值。
具有二段底刀的锥形磨浆机的打浆面积计算式:

式中 FⅡ——具有二段底刀的打浆面积(cm2)
其余各符号的意义和单位与上述具有三段底刀的打浆面积计算式相同
具有四段底刀的锥形磨浆机的打浆面积计算式:

式中 FIv——具有四段底刀的打浆面积(cm2)
mc4——刀壳上第四段底刀数
D4——相应第四段底刀的刀辊平均直径(cm)
其余各符号的意义及单位与上述具有三段底刀的打浆面积计算式相同。
(3)切断能力(切断速度)
锥形磨浆机的切断能力(切断速度)是指单位时间内磨浆机切断纤维的刀口长度。它等于各段底刀与飞刀的切断能力之和。每一段的切断能力是:

式中 Vpi—刀辊与底刀配合体每一段上的切断能力(m/s)
mp——飞刀数(刀辊上长刀与短刀数之和)
ls——某一段刀辊上飞刀的长度(cm)
mci——某一段刀壳上的底刀数
n——刀辊的转速(r/min)
〔切断能力的计算举例〕
计算具有三段底刀的锥形磨浆机的切断能力(即每秒切断长),底刀和飞刀的分布如图10—1—56所示。其中,刀壳底刀数第一段为40把、第二段为56把、第三段为68把;各段刀壳底刀的长均为41.5cm。刀辊上长刀为36把,短刀为36把;短刀长度为长刀的一半。刀辊的转速为300r/min,
分析计算如下:
①按已知式子

计算出具有三段底刀的锥形磨浆机每段刀辊的切断能力如表10—1—33所示。
表10—1—33

②把三段底刀相应的刀辊上的长、短刀切断能力(每秒切断长)相加,整理为如下计算式:


式中 VpⅢ——具有三段底刀的切断能力(m/s)
mp——飞刀总数(长刀和短刀数的总和)
ls——每一段刀辊上飞刀的长度(cm)
mc1——刀壳上第一段底刀数
mc2—刀壳上第二段底刀数
mc3——刀壳上第三段底刀数
Lk——刀辊上短刀的长度(cm)
n——刀辊的转速(r/min)
③把已知的数值代入上式运算:


(4)撕裂能力
锥形磨浆机的撕裂能力为打浆面积与刀辊线速度的乘积。

式中 H——撕裂能力(cm2/s)
F——打浆面积(cm2)
Vp——刀辊的诱导平均线速度(cm/s)
(6)刀口系数
锥形磨浆机的刀口系数等于飞刀辊的飞刀厚度与刀壳上的底刀厚度乘积的倒数。

式中 γ———刀口系数(cm—2)
δp——飞刀厚(cm)
δc——底刀厚(cm)
4.各种类型的锥形磨浆机
(1)锥形磨浆机的类型
锥形磨浆机有:普通锥形磨浆机、高速锥形磨浆机、水化锥形磨浆机、内循环锥形磨浆机和大锥度锥形磨浆机等类型。
锥形磨浆机一般安置于造纸机之前,作为纸浆的精整设备。
①普通锥形磨浆机(低速锥形磨浆机):刀辊线速度为8/17m/s左右,刀辊圆锥角小于22°,刀片厚度一般为6~10mm。这种锥形磨浆机在打浆机时切断纤维的能力很强,适合于游离状纸料的打浆,例如书写纸、印刷纸纸料的制备。
②高速锥形磨浆机:刀辊线速度约为11/20m/s,大端的线速度也有高达30m/s的;圆锥角为22~24°;刀片的厚度为6~12mm。这种锥形磨浆机使纤维分裂、帚化、细纤维化的能力强.适合于中等粘状纸料的打浆例如电缆纸纸料的制备。
③水化锥形磨浆机:刀辊线速度高达18/30m/s左右;刀辊的圆锥度为26°左右;刀片厚度为8~12mm。这种锥形磨浆机使纤维细纤维化的作用最强.对纤维的切断作用最小,适合于粘状纸料的打浆,例如卷烟纸、水泥袋纸纸料的制备。
④内循环锥形磨浆机:这是一种小端进浆.内部循环、小端出浆的锥形磨浆机。它可以任意控制浆料在机内的循环量,从而达到在较大范围内控制打浆质量的目的。
⑤大锥度锥形磨浆机;这是一种圆锥大达60°、转子转速高达1450r/min的较新型的锥形磨浆机。它是生产能力大、打浆能力强而单位动力消耗较低的一种连续打浆设备。
(2)我国通用的锥形磨浆机
我国锥形磨浆机产品有:ZDZ1、ZDZ2、ZDZ3、ZDZ4和ZDZ5五个通用型号。
①我国通用的锥形磨浆机的主要技术特征如表10—1—34所列。
表10—1—34

②我国通用的锥形磨浆机的图例如图10—1—57至图10—1—62所示。
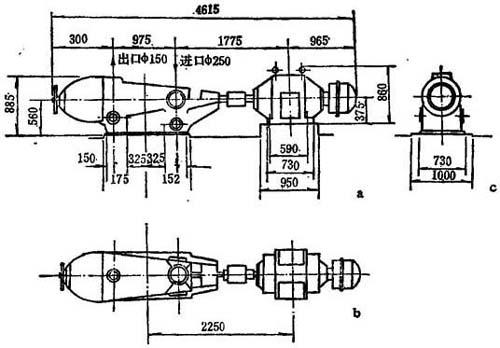
图10—1—57 ZDZ2型锥形磨浆机外形尺寸图
a—主视图 b—俯视图 c—左视图

图10—1—58 ZDZ2型锥形磨浆机安装基础图

图10—1—59 ZDZ3型锥形磨浆机外形尺寸图
a—主视图 b—俯视图 c—左视图 d—右视图

图10—1—60 ZDZ3型锥形磨浆机安装基础图

图10—1—61 ZDZ4型锥形磨浆机外形尺寸图

图10—1—62 ZDZ5型锥形磨浆机外形图
a—主视图 b—左视图
(3)内循环锥形磨浆机
内循环锥形磨浆机是一种可以连续进浆、任意调节出浆量(或内部循环量)的打浆设备。通常把它安置于造纸机之前精整纸料,可以单台使用,也可以多台串联使用;也可以把它与普通的锥形磨浆机串起来使用。
①内循环锥形磨浆机的结构(图10—1—63)

图10—1—63 内循环锥形磨浆机(QZ1330)结构简图
a—主视图 b—俯视图 c—左视图
1—出浆的控制手柄 2—进退刀机构控制手轮 3—循环浆料调节阀控制手柄 4—底刀(定子刀) 5—刀辊 6—双列向心球面滚子轴承 7—单列向心球轴承 8—齿轮联轴器 9—杂物收集管 10—进浆管 11—出浆管
②内循环锥形磨浆机的技术特征:内循环锥形磨浆机(QZ1330)的技术特征如表10—1—35所示。
表10—1—35

③内循环锥形磨浆机的性能参数:内循环锥形磨浆机(QZ1330)的性能参数如表10—1—36所示。
表10—1—36

(4)大锥度锥形磨浆机
①大锥度锥形磨浆机的结构特点:大锥度锥形磨浆机与一般锥形磨浆机结构上的不同主要是锥角较大(60°),因而辊体较短,结构紧凑;刀辊大、小端的直径差很大,因而浆流通过刀辊与底刀(转子与定子)之间的间隙时可获得比较大的加速度。这种锥形磨浆机对纸浆纤维主要起分离、帚化作用。
图10—1—64为大锥度锥形磨浆机(QZ1331)的结构图。

图10—1—64 大锥度锥形磨浆机(QZ1331)结构简图
1—刀辊调节机构 2—操作边轴承 3—填料盒 4—转子体(刀辊) 5—转子刀(飞刀) 6—底刀 7—机体 8—大端盖 9—传动边轴承 10—挠性联轴器
②大锥度锥形磨浆机(QZ1331,QZ1333)的主要技术待征如表10—1—37所示。
表10—1—37

③Z×78—2型大锥度锥形磨浆机
a.ZX78—2型大锥度锥形磨浆机的主要技术特征如表10—1—38所示。
表10—1—38

b.ZX78—2型大锥度锥形磨浆机图例:ZX78—2型大锥形磨浆机图例如图10—1—65至10—1—67所示。

图10—1—65 ZX78—2型大锥度锥形磨浆机结构简图

图10—1—66 ZX78—2型大锥度锥形磨浆机转子和定子

图10—1—67 ZX78—2型大锥度锥形磨浆机安装基础图
c.ZX78—2型大锥度锥形磨浆机的结构性能特点:ZX78—2型大锥度锥形磨浆机与其他类型的锥形磨浆机比较,转子的锥角大、长度短而转速高(锥角60°,长度105mm,转速1450r/min),因此机台结构紧凑,生产能力大,打浆效率高。
ZX78—2型大锥度锥形磨浆机的转子和定子均采用硬镍合金铸铁(主要成份是:C3.6%,S0.09%,Si0.54%,P0.32%,Mn1.02%,Ni4.2%,Cr1.35%),硬度HRC58°。因此转子和定子上的齿纹(转子刀和定子刀)使用寿命较长;在使用期内,打浆质量比较稳定,连续正常运行2100h以上,效果良好。
ZX78—2型大锥度锥形磨浆机的机身采用隔层水冷却结构,散热效果较好,维持机台在高转速下正常运行。
ZX78—2型大锥度锥形磨浆机机身装配有进退刀调节机构,使磨浆机在操作过程中,可以自由调节转子与定子的磨浆间隙,确保打浆效果。
5.锥形磨浆机的维护
(1)具有镶嵌结构的刀辊与底刀的锥形磨浆机,使用前应预先用水浸泡刀辊及底刀,停机时间较长时也应这样做,以保持刀片间的填木湿润,免于干燥变形使刀片松动。
(2)启动锥形磨浆机时,必先检查联轴器和各处螺钉联接是否正常、润滑油脂是否充足、电机转向是否正确。然后用手搬动联轴器,让刀辊轻滑转动,或者先调节刀辊与底刀分离,开机试转一下后停机。检查工作完毕后,即按工艺规程调节刀的间隙,启动磨浆机。
(3)停机时,应依次先停止供浆,放入清水,清洗干净磨浆机的转子和定子后,方能停机。紧急停机时,则首先是关停电动机,然后再停止供浆及进行机台清洗工作。
(4)锥形磨浆机停机后较长时间不用时,则必须在按上述正常停机后,拆开机壳。吊出刀辊进行检查,并作必要的维修工作,在轴承、调节机构等处更换润滑油脂。