硬糖加工装备
出处:按学科分类—工业技术 中国轻工业出版社《中国食品与包装工程装备手册》第291页(4198字)
1 概述
硬糖加工装备用以糖类和调味调色为原料进行硬糖生产。加工硬糖的设备国内均能制造供应。其中熬糖设备是提高糖膏品质和增产的关键设备之一。
2 加工工艺
硬糖属于高温糖果,在常温下是一种坚硬带脆性的糖果。按工艺条件的不同分为透明硬糖、丝光硬糖、膨松硬糖与结晶硬糖。尽管品种不同,其生产过程的某些细节也不相同。但是,硬糖的整个工艺流程基本包括:熬糖、成形、包装三个重要部分。熬糖是制造硬糖过程中的关键环节,熬糖分有常压与真空熬糖。无论何种熬糖,其最终目的是将糖溶液内的大部分水分重新蒸发掉,使硬糖膏达到很高的浓度。
2.1 常压熬制硬糖工艺
常压熬糖就是在正常大气压下熬糖,其配料中蔗糖约占总干固物的80%以上,其余为淀粉糖浆或饴糖等。当糖液浓度为94.9%时,其沸点为130℃,浓度为98%时,其沸腾温度约为160℃左右。为此要获得水分为2%的硬糖,糖液需要熬至160℃出锅。
2.2 真空熬制硬糖工艺及说明
真空熬制硬糖工艺与常压熬制硬糖工艺基本相同(图1-11-1)。不同处是在过滤后进行预热,经真空蒸发后,再真空浓缩,然后再冷却。以下的工艺与常压硬糖工艺相同。
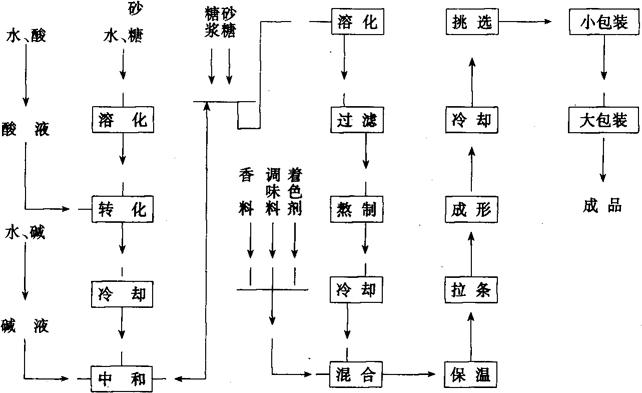
图1-11-1 常压熬制硬糖工艺流程图
真空熬糖的优点是利用真空降低糖液的沸点,在低温下蒸发掉多余的水分,避免糖在高温下分解变色,以提高产品质量,缩短熬糖时间,提高生产效率。
3 关键装备
3.1 熬糖装备
3.1.1 常压熬糖设备 常压熬糖设备的热源主要有以木材、炭、煤或煤气为燃料的直接明火燃烧和蒸汽两种。
明火熬糖设备是一口直径约700mm,深度约500mm的锅和一只炉子。此法在缺乏水蒸气为热源的条件下是一种简单易行的方法。其缺点是劳动强度大,工作环境差,产品质量不易控制,不卫生等。由于明火熬糖适合于某些特殊花式硬糖,因此国内一些糖果厂仍然采用这种设备熬糖或化糖。
目前国内多数糖果厂家熬糖设备是利用蒸汽加热,常用的是夹层锅,它与明火熬糖相比具有热效率高、温度易控制、生产能力大等优点。其结构:上半截为圆柱形,底部半球形,内胆与外壳之间形成夹层,是用来通蒸汽的。其容量约50~600L型式分为固定式和倾斜式。工作压力一般为392kPa,搅拌速度一般在25~60r/min。这种设备也可用于化糖。
3.1.2 真空熬糖设备 真空熬糖设备目前有间歇式、连续式真空熬糖及连续真空薄膜熬糖设备。由于间歇式的真空熬糖设备在操作中程序较复杂,加热过程长,因此国内外已陆续使用连续真空熬糖设备。与间歇式真空熬糖设备比较,它具有作业连续化、生产周期短、生产率高等优点。
(1)连续真空熬糖设备(图1-11-2) 工作过程:经过溶化的物料通过定量泵1输入到加热器3,此时加热器管壁受蒸汽加热将热量传给流动中的物料,在短时间内温度升高,其中水分汽化,从而使加热器出口处充满了物料的二次蒸汽,此蒸汽由二次排放系统6排出。与此同时,加热器管出口处的物料温度达到140℃左右,浓度接近96%。物料流入上真空室7(真空度为28~35kPa左右)形成沸腾状态。带入的蒸汽被继续排除。
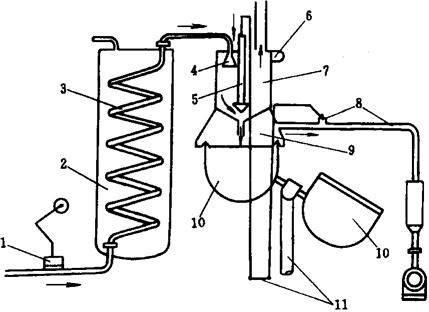
图1-11-2 连续真空熬糖设备示意图
1-定量泵 2-加热室 3-加热器 4-糖浆入口 5-放料阀 6-二次排放系统 7-上真空室 8-真空系统 9-下真空室 10-转锅 11-卸料系统
当上真空室糖浆流入一定量后,再打开放料阀5,糖浆流入下真空室9进一步浓缩,下真空室底部与1只空的盛糖的转锅10吻合。下真空室底部又与真空泵连接,使底部形成真空状态(真空度达93kPa左右)。此时物料继续真空沸腾,水分进一步蒸发,物料温度下降至112~115℃。然后破坏底部真空状态,并将另一只空转锅与装满物料的转锅交替转换。如此周而复始地工作。
(2)连续真空薄膜熬糖设备(图1-11-3) 该设备适用于各种类型的高温或低温熬煮糖果,其热交换速度快,熬糖周期更短,加工出的产品质量更好,生产率更高。
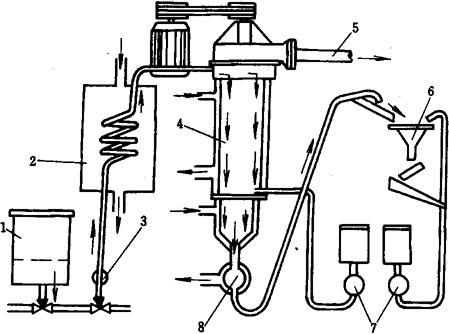
图1-11-3 连续真空薄膜熬糖设备示意图
1-贮料罐 2-预热器 3-糖浆泵 4-薄膜熬糖装置 5-真空系统 6-混合器 7-着色剂、香料计量泵 8-卸料泵
工作过程:将达到相当浓度的物料送入到薄膜熬糖装置4的加热蒸发室中,该装置中装有高速旋转的刮板,物料从顶部沿着加热壁面以1mm厚度的薄膜流下,形成的湍流状液层薄膜与加热壁面进行迅速的热交换,物料迅速汽化(其传热系数可达2268W/(m2·K)。物料的二次蒸汽由蒸发室顶部的风扇排除,经浓缩的物料落到底部,并进入与其连接的混合室,物料在真空作用下去除大量水分,随后吸入适量的色素及酸溶液混合,最后物料经泵输送到混合器,与香料混合。
该设备的特点是:熬糖周期短(蒸发周期约为8~10s),体积小,生产率是连续真空熬糖设备的2倍以上。它可连续熬煮硬糖、奶油咸味糖、牛奶糖等糖料。同时也是糖果浇注成型机的理想配套设备。
3.2 保温辊床拉条机(图1-11-4)

图1-11-4 保温辊床拉条机主要结构及传动示意图
1-机架 2-升降机构 3-保温传动机构 4-电器装置 5-大锥辊 6-小锥辊 7-拉条传动机构 8-拉盘
保温辊床拉条机由保温辊床机和拉条机两部分组成。
保温辊床是为使糖膏在拉条及匀条过程中保持一定的温度,既易于拉条、匀条,又便于成型、定型。它用于硬糖的生产。若生产胶质奶糖应在拉条机后加一匀条机。目前有的厂家将拉条与匀条两部分合为一体,称为匀条机。
工作过程:由电动机驱动经传动部分,使2对锥辊同相旋转。此时糖团在锥辊不断地搓动下,被拉延伸长成为糖柱,糖柱的一端在辊床上不断转动,另一端进入拉条机。拉条机主要由拉盘、机身及传动部分组成。
拉条机在糖果生产中起着承上启下的作用。为确保拉条机的运转速度与前保温辊床及后成型设备同步,在拉条机的输出端装有无级变速装置通过调节可改变4对拉盘的速度,以达到出糖量的速度大致平衡。此外拉条机上装有可改变每对拉盘间距的调节装置,通过调节,从而改变糖条的直径。
3.3 成型设备
硬糖成型主要有辊压、冲印、浇注三种方法。其中冲印成型与辊压成型相比,前者比后者成型整齐美观。而浇注成型法与前两者相比,又具有简化加工工艺、连续生产、效率高、占地面积小且又较卫生的特点,目前越来越受到重视与应用。
3.3.1 冲糖成型机(图1-11-5) 冲糖成型机的轮转头4是直接完成硬糖成形操作的主要执行机构。冲糖成型机主要由糖模轮、冲糖模、凸轮组、长短冲杆等组成。冲糖模的形状按糖果的外型可制成圆形、椭圆形、矩形和三角形等。

图1-11-5 冲糖成型机示意图
1-糖条 2-进糖辊 3-压糖轮 4-轮转头 5-卸糖装置 6-卸糖铲刀 7-糖屑铲刀 8-糖屑盘
冲糖成型原理:来自拉条机的糖条在进糖辊2的作用下进入压糖轮3与轮转头4的糖模轮凹槽之间。随着轮转头转动,冲模在凸轮的推动作用下,将凹槽间糖条切断推入模腔内;然后在两侧冲模的共同压印作用下,成形糖块。最后短杆冲模复位,成形后的糖块由长杆冲模从糖模内推出,经卸糖装置落入下道工序。
3.3.2 浇模成型机(图1-11-6) 浇模成型机用于连续生产可塑性好、透明度高的硬糖或软糖的成型。它简化了硬糖的加工工艺,将传统的生产糖果工艺中的混料、冷却、保温、成型、输送等工序一起完成。这种浇模成型生产线生产率高、占地面积小且又卫生,由于是浇模成型,糖块的规格尺寸统一便于机械包装。在整个生产过程中,可以方便地调节生产量、真空度、熬糖温度、冷却温度和时间等。其工作原理是:当熬好的糖膏还处于流变状态的液体,将液态糖浆定量地浇注入连续运行的模型盘内,然后予以迅速冷却和定型,最后从模盘内脱落分离。

图1-11-6 浇模成型生产设备示意图
1-化糖锅 2-糖浆贮锅 3-糖浆泵 4-真空熬糖室 5-香料混和室 6-卸料泵 7-酸、香料、色素液容器 8-计量泵 9-吸入头 10-模盘 11-脱模点 12-模盘上方气流 13-模盘下方气流 14-润滑剂喷雾器