工具材料
出处:按学科分类—工业技术 轻工业出版社《工模具材料应用手册》第244页(2045字)
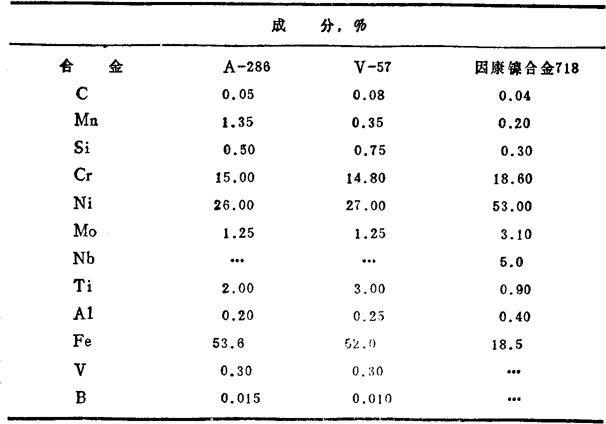
表81列述热挤压工具用的典型材料及硬度。铝和镁的热挤压在许多情况下是相仿的,主要区别在于所用的压力有所不同而已。通常同种工具材料可以适用于挤压铝或镁。表81所列工具钢的性能和成分在原着第一卷中均可找到,某些热挤压工具用的超级合金的典型成分见表82。
表81 供热挤压用的工具典型材料及硬度
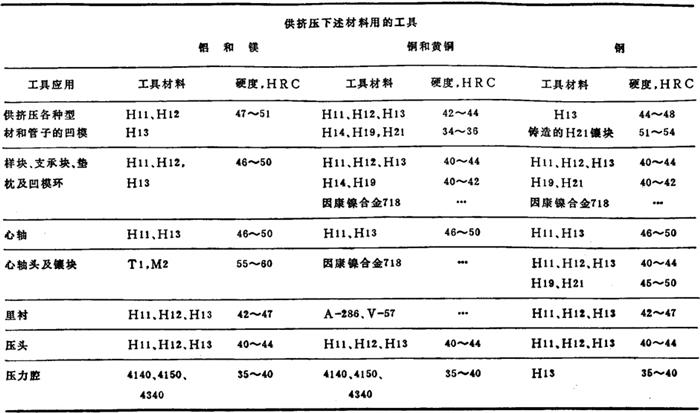
表82 供挤压工具用的超级合金的典型成分
供挤压铝合金和铜合金的模具通常由H11、H12或H13制成。有些公司推荐采用含钨热模钢H14、H19和H21供挤压铜合金之用。欲挤压钢材,通常可采用H13整体凹模或具有铸H21镶块的H13凹模。
样块、衬垫、垫枕和凹模环通常由H11、H12和H13制成。在挤压铜、黄铜和钢时,有时也用H14,H19和H21。因康镍合金718和其它超级合金,有时也用作样块,应用这些合金常得到很高的工具寿命。
不管被挤压的材料是什么,心轴通常是用H11或H13制成。大多数挤压铝的心轴尖头和镶块均用T1或M2制成;挤压铜和黄铜用的心轴尖头和镶块通常用因康镍合金718:挤压钢用H11、H12、H13、H19或H21做尖头和镶块。
挤压铝或钢的里衬通常用H11、H12或H13;挤压铜和黄铜通常用A-286或V-57。
压头常用H11、H12或H13制成。
挤压铝或铜产品的压力腔常用4140、4150或4340合金钢制成;挤压钢的压力腔也可由合金钢制成;但通常选用的是H13。
模具寿命 为了补充表81的的基本报道,在1260℃挤压300系列奥氏体不锈钢时,图67示出挤压比(坯料截面除以挤压件截面)对H21凹模和H11及H13心轴寿命的影响。在相当低的挤压比情况下,如10∶1时,凹模的寿命相当短,但心轴的寿命相当长。不过即使是很简单的形状(如管子),在高挤压比的情况下,心轴和凹模的寿命,都是短的。
对410型不锈钢的异型钢材的挤压,在18.5∶1的中等挤压比时,图68示出模具寿命的类似数据。图67和图68数据的比较表明,对某种模具钢及某种硬度的情况下,异型钢挤压凹模的寿命要短得多。
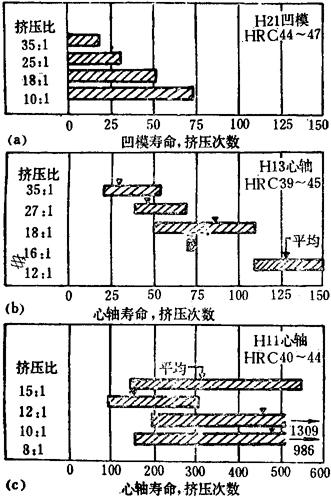
图67 挤压奥氏体不锈钢管的典型模具寿命
在1030~1260℃下,采用玻璃润滑剂以不同挤压比挤压300系列不锈钢管的凹模和心轴寿命。图中数据系取自(a)22个凹模;(b)25个心轴;(c)53个心轴的记录数据
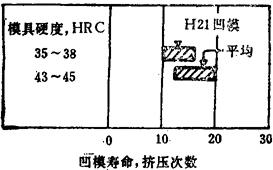
图68 两种硬度的H21挤压模的寿命
挤压比为18.5∶1时,挤压410型不锈钢的数据:挤压件长10米,截面面积1075mm2
如果像往常所作的那样,为了减少模具破裂的可能性,必须将模具硬度减少大约HRC5的话,模具的寿命还将缩短。
图69(a)说明:在挤压C22000管子时,将H21模具的硬度从HRC40增加到HRC52,则模具的寿命可能增加3倍。图69(b)简要说明:对某种材料在某一硬度下,模具寿命大大地受到挤压温度的影响,H21模具(硬度HRC52)在830℃下挤压硅青铜时,其寿命约为在1090℃温度下用相似模具挤压铜镍合金的2倍。
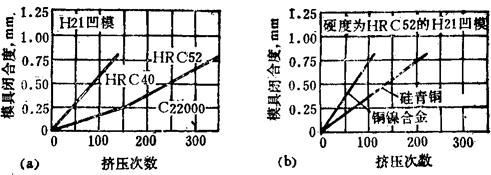
图69 挤压铜合金用的H21凹模的寿命
在不同挤压条件下的凹模寿命,当模具闭合度为0.8mm时测得的。(a)挤压C22000(90Cu-10Zn)管子,外径92mm,壁厚8mm。数据是从各种硬度的8副模具取得的;(b)在830℃挤压硅青铜和1090℃温度下挤压铜镍合金。数据是从每种合金用的8副模具取得
特种材料 除了表82所列的典型材料以外,要求在较高温度下,具有较好的耐磨性时曾规定(特别是对挤压形状复杂工件用的工具)特种的镶块材料和表面处理的要求。特种镶块材料包括特种硬质合金、镍结碳化钛及氧化铝陶瓷。特别表面处理包括氮化、氧化铝涂层和应用专利材料。
有关这些特种材料的资料在原着中其它各章都提及。