醋酸纤维丝束滤棒成型
出处:按学科分类—工业技术 广东经济出版社;中国轻工业出版社《烟草工业手册》第617页(2657字)
(一)工艺任务
将合乎质量要求的醋酸纤维丝束加工成为能满足滤嘴烟及生产要求的滤棒。
(二)质量指标
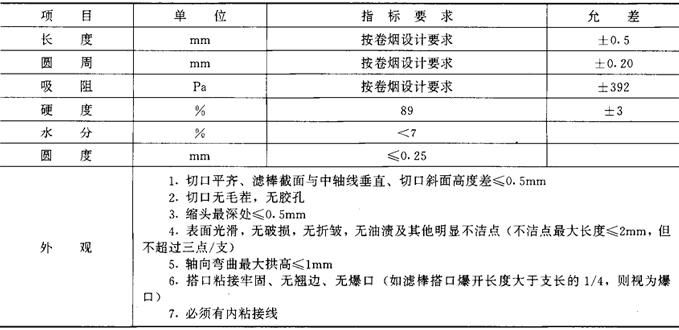
醋酸纤维滤棒的质量指标见表7-9-1。
表7-9-1 醋酸纤维滤棒技术要求
(三)加工方法
醋酸纤维滤棒成型工艺包括丝束定向、开松、展幅、施加增塑剂、卷制、分切及固化等过程(见图7-9-1)。
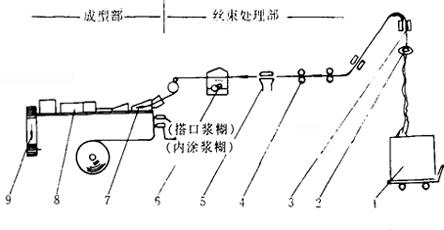
图7-9-1 滤棒成型工艺示意图
1-丝束包 2-导向环 3-两级摆动喷嘴开松 4-两级压辊开松 5-喷嘴展幅 6-施加增塑剂 7-导向及收缩 8-卷制、分切 9-装盘
(1)丝束开松。采用气滤喷嘴和可调速的传动产生的拉伸搓支作用将丝束带均匀地展开,同时又使纤维保持其良好的卷曲形状。
(2)展幅。采用气流将开松后的丝束进一步扩展开,以便能均匀施加增塑剂。
(3)加增塑剂。将增塑剂均匀喷洒或涂抹到展开的丝束表面上。
(4)卷制与分切。滤棒的卷制与分切过程与烟支的卷制与分切过程相似。分切后的滤棒可按包装要求由装箱机进行装箱,或经贮存固化后直接输送至卷接机组使用。
(5)固化。卷制的滤棒要通过一段时间贮存,增塑剂固化使滤棒达到规定的硬度及使用条件。
(四)技术条件
1.原辅料要求
(1)醋酸纤维丝束:其质量要求见表5-2-1。
(2)三醋酸甘油酯:三醋酸甘油酯为无色油状液体,无臭、无味、符合食品卫生要求,主要理化指标:
含量>98.5% 砷<0.0003%
沸点258~260℃ 游离酸(以醋酸计)≤0.03%
相对密度 1.154~1.164 灼烧残渣≤0.1%
1.154~1.164 灼烧残渣≤0.1%
含水率≤0.15% 闪点152℃
重金属≤0.001% 自燃点433℃
(3)滤棒卷纸 滤棒卷纸主要技术指标:
定量/g·m-226、28、38、42 灰分/%<18
白度/%>82 含水率/%6±1
抗张力/kg>1.2 透气度/%用于通风滤嘴,按卷烟产品设计要求其他物理性指标参照卷烟纸标准。
2.加工技术要求
(1)开松应完全,无显束状丝。
(2)展幅宽度 225mm±25mm。
(3)施加增塑剂 施加要求均匀一致,施加量6%~10%。
(4)卷制。
①低速卷制时(150~170m/miin)通常采用淀粉浆糊或聚醋酸己烯酯粘合搭;高速卷制(250m/min以上)宜采用新型热熔性胶。
②搭口粘合采用热熔胶时,烙铁温度275~320℃可调,要保证胶完全熔化;封口后需加速冷却。
③为防止棒芯滑动,采用醋酸己酯类胶在卷纸内涂抹一条或两条粘接线。
④包装。内包装采用瓦楞纸盒,外包装采用瓦楞纸箱,每标准箱装5盒,每盒4000支,应排列整齐,数量允差为±1%。箱体方正,不得有明显损坏和污迹。
⑤固化。固化时间与使用的增塑剂有关。如使用三醋精,则不少于2h。
3.环境条件
生产车间温度:夏季27℃±2℃,冬季22℃±2℃;湿度60%±5%。
(五)设备性能要求
(1)设备应满足加工技术条件,制造的滤棒应达到产品质量指标的要求。有效作业率80%~85%。
(2)产品规格。直径6~9mm,长度60~150mm。
(3)应能及时消除丝束在加工过程中产生的静电荷,以确保开松上胶的正常运行。
(4)调整机浆糊及喷嘴系统应有加热装置,温度范围140~190℃,烟枪须有速冷条件。
(5)设备调节方便,控制灵活,操作简单,易于维修。
(六)技术要点
醋酸纤维滤棒成型技术关键在开松和施加增塑剂。开松应完全,不宜有显束存在;施加增塑剂时液滴应细小而均匀。