多丝埋弧焊
书籍:实用焊接技术手册
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第119页(462字)
多丝埋弧焊是利用多根焊丝、多个电弧进行焊接的一种方法。这种方法的特点是焊接速度高、焊接质量好。根据所用焊丝的数量,可分为双丝埋弧焊、三丝埋弧焊等,目前最多用到14根焊丝,应用最广泛的是双丝埋弧焊。双丝埋弧焊时一般采用两个独立电源,有时也采用一个电源。焊丝一般采用纵向排列,即沿焊接方向顺序排列,如图1-3-20所示。两个焊丝间的距离在10~30mm之间时,两个电弧形成一个熔池、一个气泡;大于该范围时,形成两个熔池,两个气泡。焊接过程中,每个电弧所用的焊接电流及电弧电压是不同的,一般情况下,前导电弧采用较大的电流及较小的电压,目的在于保证足够的熔深;后续电弧采用较小的电流及较大的电压,目的在于使焊缝具有适当的熔宽,改善焊缝成形,防止焊接缺陷。
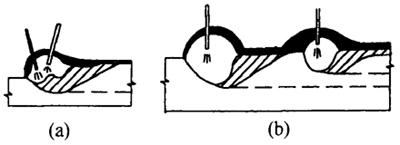
图1-3-20 纵向排列双弧焊示意图[1]
(a)单熔池 (b)双熔池
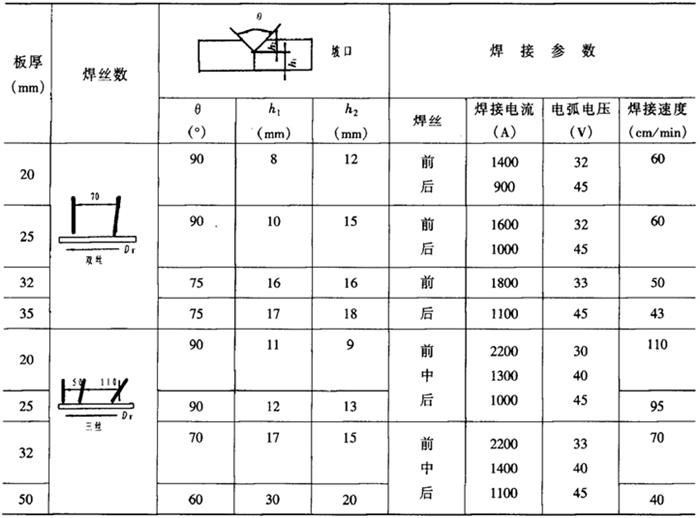
表1-3-35 双丝及三丝埋弧焊的焊接工艺参数[2]
上一篇:参考文献
下一篇:实用焊接技术手册目录