型坯长度控制
书籍:塑料挤出制品生产工艺手册
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第302页(690字)
型坯长度的控制有助于降低吹塑制品的成本。型坯过长会造成原料的浪费,若过短则会使其无法吹胀。
挤出机螺杆转速的不稳定、熔体温度的波动或回收料含量的改变,均会造成型坯长度的变化。成型周期确定以后,型坯长度由其挤出速度确定,而挤出速度主要取决于螺杆转速、熔体温度与机头口模间隙。因此,控制型坯长度最常用的方法就是调节螺杆转速。如图15- 24所示,两个定时器与一个光电元件组合,可确定型坯长度,并通过调节螺杆转速来保证型坯长度满足要求。
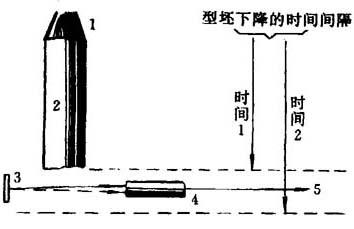
图15-24 一种型坯长度的控制系统
1机头 2-型坯 3-反射器 4-光电元件 5-输出
另一种型坯长度的控制系统见图15-25。采用光电元件LS1与LS2来测量型坯的挤出速度。根据在LS1与LS2之间测量的型坯平均速度,并用修正系统来修正,可得出型坯挤出的整个过程中的平均速度。成型周期稳定时,可预先计算型坯的长度。若该计算值与目标值不相符,则可通过调节螺杆转速来获得合适的型坯长度。在生产过程中,光电元件LS3用于监控模具的闭合时间,以确保模具不会过早闭合;在开机阶段,LS3也可用于测量型坯的平均速度。
现已研制出设置有激光探测器的闭环型程控系统,能较准确地控制型坯长度。

图15-25 另一种型坯长度控制系统
1-机头 2-型坯 3-切坯装置
上一篇:型坯壁厚的程序控制
下一篇:塑料挤出制品生产工艺手册目录