药芯焊丝
出处:按学科分类—工业技术 江苏科学技术出版社《焊工简明实用手册》第106页(2725字)
1.碳钢药芯焊丝的型号
根据GB/T 10045-2002《碳钢药芯焊丝》规定,其型号表示方法如下:

表2.2-7 碳钢药芯焊丝熔敷金属力学性能①


注:①表中所列单个值均为最小值。
②型号带有字母“L”的焊丝,其熔敷金属冲击性能应满足下表要求:

③这些型号主要用于单道焊接而不用于多道焊接。因为只规定了抗拉强度,所以只要求做横向拉伸和纵向导向弯曲试验。
表2.2-8 碳钢药芯焊丝焊接位置、保护气体类型


注:①H-横焊,F-平焊,OH-仰焊,VD-立向下焊,VU-立向上焊。
②对于使用外加保护气的焊丝,其焊缝金属的性能随保护气类型不同而变化,已规定保护气分类的焊丝未向焊丝制造厂咨询前不应使用其他保护气。
③DCEP表示直流电源,焊丝接正极;DCEN表示直流电源,焊丝接负极。
④M-单道和多道焊,S-单道焊。
熔敷金属的化学成分见表2.2-9。
表2.2-9 碳钢药芯焊丝熔敷金属化学成分


注:1.应分析表内列出值中的规定元素。
2.表中所列单个值均为最大值。
表中 ①这些元素如果是有意添加的,应进行分析并报出数值。
②只适用于自保护焊丝。
③该值不作规定,但应分析其数值并出示报告。
④该类焊丝有意添加的所有元素总和不应超过5%。
2.低合金钢药芯焊丝的型号
根据GB/T 17493-1998《低合金钢药芯焊丝》标准规定,其型号表示方法如下:

表2.2-10 低合金钢药芯焊丝熔敷金属化学成分①



注:①除另外注明外,表中所列单个值均为最大值。
②只用于自保护焊丝。
③对E×××T×-G型号,只要列出的合金元素中任何一个满足最小值要求,即认为该型号化学成分满足要求。
表2.2-11 低合金钢药芯焊丝的渣系、保护类型及电流类型

表2.2-12 低合金钢药芯焊丝熔敷金属力学性能

3.不锈钢药芯焊丝的型号
根据GB/T 17853-1999《不锈钢药芯焊丝》标准规定,其型号表示方法如下:

表2.2-13 不锈钢药芯焊丝型号与保护气体、电流种类及焊接方法的关系
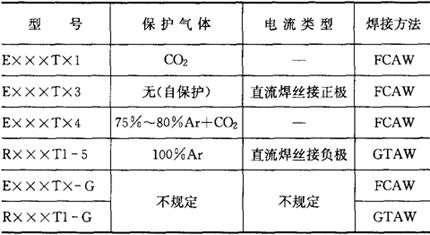
注:FCAW为药芯焊丝电弧焊;GTAW为钨极惰性气体保护焊。
表2.2-14 不锈钢药芯焊丝熔敷金属化学成分(%)




注:1表中单个值均为最大值。
2.除表中所列元素外,其他元素(Fe除外)总量不得超过0.50%。
不锈钢药芯焊丝熔敷金属的力学性能见表2.2-15。
表2.2-15 不锈钢药芯焊丝熔敷金属力学性能



注:①加热到730~760℃保温1h后,以不超过55℃/h的速度随炉冷到315℃,出炉空冷至室温。
②加热到595~620℃保温1h,出炉空冷到室温。
③加热到760~790℃保温4h后,以不超过55℃/h的速度随炉冷到590℃,出炉空冷至室温。
④加热到840~870℃保温2h后,以不超过55℃/h的速度随炉冷到590℃,出炉空冷至室温。
(二)药芯焊丝的牌号
根据《焊接材料产品样品》规定,药芯焊丝的牌号表示方法如下:

表2.2-16 保护类型代号

说明:牌号第二个字母和后三位数字与焊条牌号编制方法相同。