不锈钢表面加工的种类
出处:按学科分类—工业技术 中国科学技术出版社《不锈钢实用手册》第981页(1426字)
通常可分为两类:一类是不锈钢生产厂由不同生产工艺所获得的称为轧制表面加工;另一类是采用轧制表面加工的产品再进一步加工所获得的称为特殊表面加工。
从最早的美国ASTM标准(表7-1)、借荐日本JIS标准(表7-2)、新发展的欧洲EN标准(表7-3)及表7-4、表7-5、表7-6中可以看到已定型的各类不锈钢的表面加工,当然也有些较新的不锈钢表面加工尚未列入各国和地区标准。当前,随着不锈钢在应用领域的不断拓宽,一些国家和企业已研制开发出更多更新的表面加工方法。
表7-1 美国不锈钢板(带)表面加工标准ASTM A480①
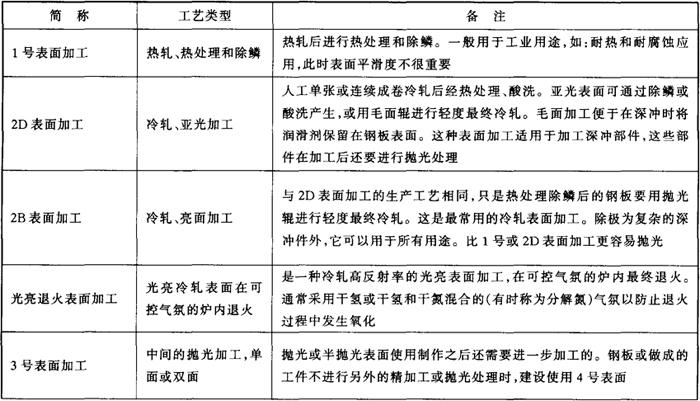

注:①单张薄板可以单面抛光,也可以双面抛光。单面抛光时,另一面只进行粗磨,以保证必要的平直度。
表7-2 日本不锈钢板(带)表面加工标准JIS G 4305∶1999

表7-3 欧洲不锈钢板(带)材表面加工标准EN 10088-2①

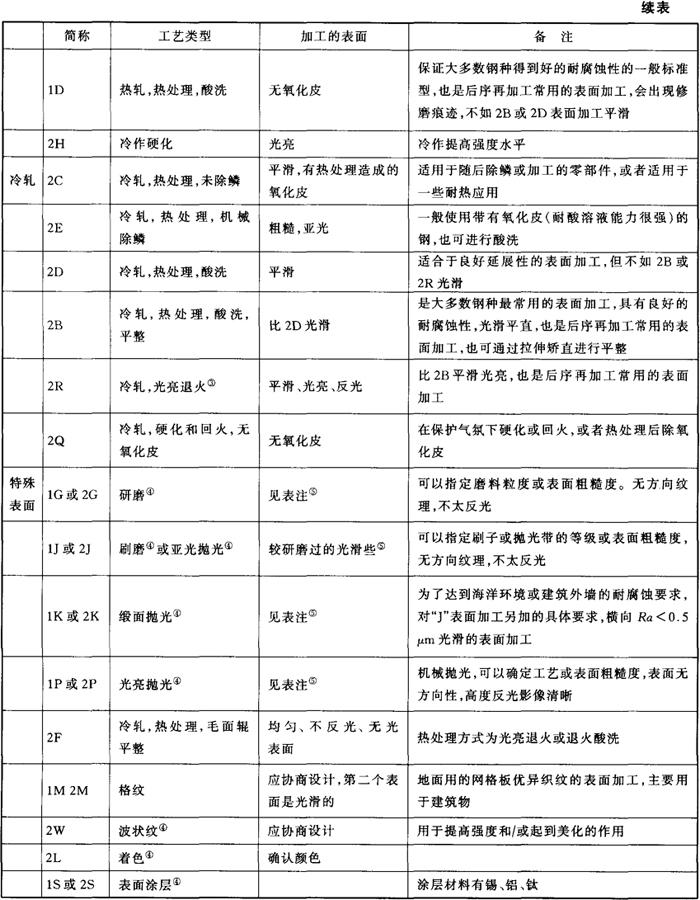
注:①并非所有的工艺类型和加工的表面都可供所有钢种应用。
②表中第一栏,1表示热轧,2表示冷轧。
③允许进行平整。
④仅单面,除非询价和订合同时特别指定。
⑤在每一种表面加工的说明中,表面的状况都有可能变化,生产厂与客户之间应就更具体的要求达成一致(如:磨料粒度或表面粗糙度)。
表7-4 不锈钢管材的表面加工

注:①AW和AWA管表面加工与制管所用的2B钢板表面加工类似。
表7-5 不锈钢棒材的表面加工
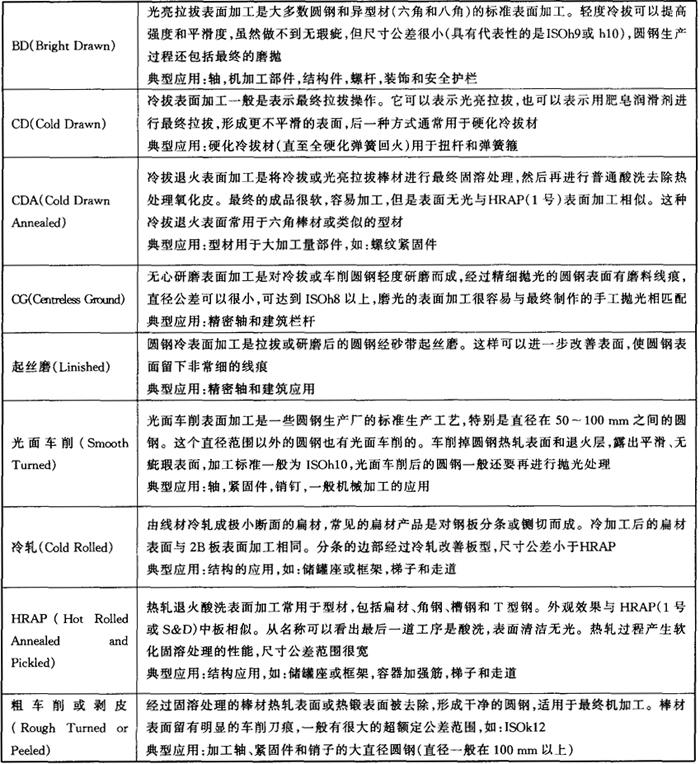
表7-6 不锈钢线丝的表面加工

在实际应用中,表面外观的效果用肉眼很难判断是否一样,最简单的测试办法是计算表面粗糙度Ra(表面与表面中心线的平均高度偏差),用测量仪CLA将一个钻石触针横向拖过表面,记录表面波峰与波谷间的高度差,触针的运动转化成电信号来计算出粗糙度,CLA数值越低,表面越光滑。该计算利用了有代表性的定点波长,通常为0.8mm,定点波长的选择十分重要,它直接影响到所测的表面粗糙度。
另一种测试办法(见图7-1)是用反射原理(由一定光源以一定的入射角射到表面,通过测量反射光的强度)计算出表面光亮度(任意单位)。如:2B的奥氏体不锈钢表面光亮度为20~30,铁素体不锈钢为50~55;BA的奥氏体不锈钢表面光亮度为50~55,铁素体不锈钢为56~60。

图7-1 光亮度测量